风电空心轴锻件生产实操:贴合风电工况,把控每道生产细节
2026-03-31 15:13
山西中重重工集团
风电行业中,风电空心轴锻件是发电机组传动系统的核心部件,直接承载风机主轴的扭矩传递、减重节能需求,其品质稳定性直接关系到风机的运行安全和使用寿命。与普通工业空心轴锻件相比,风电空心轴锻件对材质、精度、抗疲劳性的要求更为严苛,毕竟风机长期在户外恶劣环境运行,要承受强风、温差、连续运转的考验,因此生产过程中,我们始终坚守务实原则,不追求噱头,只聚焦每一道生产细节,确保产品贴合风电工况需求。
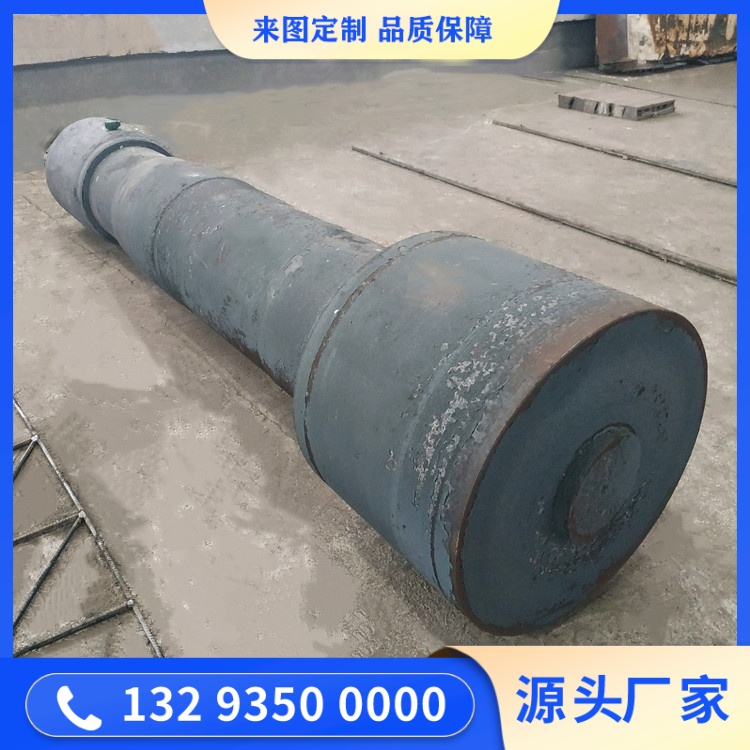
风电空心轴的生产,首先要解决材质适配问题,这是保障产品长期稳定运行的基础。结合风电行业的工况特点,我们不盲目选用高价材质,也不敷衍选用普通材质,而是针对性选用42CrMo、35CrMo等高强度合金钢,这类材质经过锻造和热处理后,具备优异的抗疲劳性、抗扭转性和耐磨性,能够承受风机长期连续运转产生的扭矩,同时抵御户外温差变化带来的材质损耗,避免因材质选型不当导致的锻件断裂、磨损过快等问题。
原材料采购环节,我们严格筛选正规钢材供应商,每一批合金钢原材料入厂前,都会进行材质成分检测、力学性能测试,重点检测硫、磷等有害杂质含量,确保杂质含量控制在行业标准以内,避免因原材料纯度不足,导致锻件内部出现气孔、夹杂等缺陷。检测不合格的原材料,我们坚决予以退回,绝不投入生产,从源头规避品质隐患。
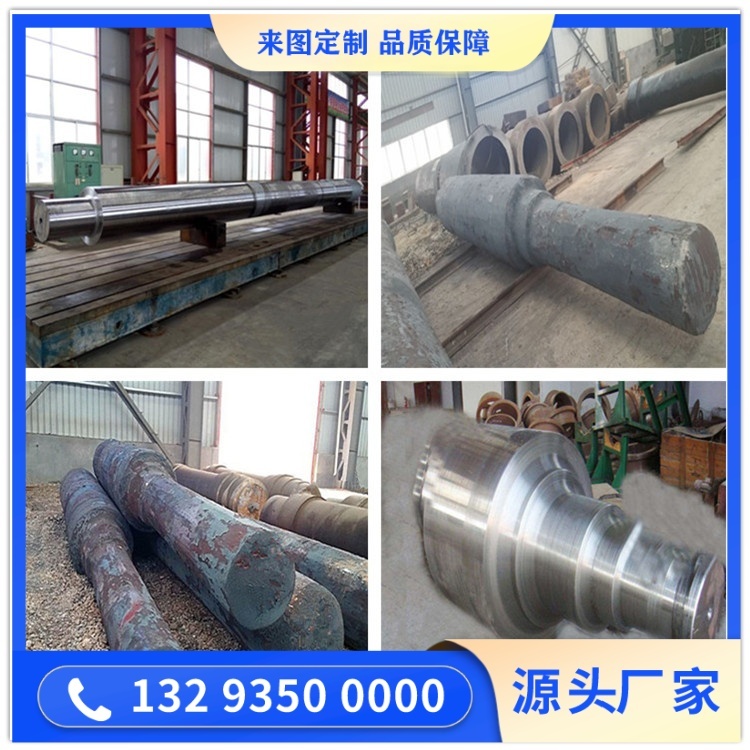
生产工艺方面,我们摒弃传统锻造工艺的弊端,结合风电空心轴锻件的结构特点,采用空心一体精锻、冷热联合加工工艺,搭配专业的锻造设备,确保锻件成型精度和内部组织致密性。锻造前,根据材质特性,将坯料加热至920-980℃,严格控制保温时间,确保坯料加热均匀,塑性达到最佳状态,避免加热不均导致的锻件开裂。锻造过程中,分预锻、终锻两步操作,精准控制锻打力度和频率,逐步成型,确保锻件壁厚均匀、同心度达标,减少后续加工余量。
热处理是提升风电空心轴锻件综合性能的关键环节,也是我们生产过程中重点把控的步骤。针对风电锻件的抗疲劳需求,我们采用调质热处理工艺,严格控制加热温度、保温时间和冷却速度,避免出现淬火开裂、回火不足等问题。经过调质处理后,锻件的硬度、强度和韧性达到最佳配合,能够有效抵御风机运行过程中的冲击和振动,延长产品使用寿命。
精密机加工环节,我们配备数控车床、磨床等先进设备,由专业操作人员全程操作,精准控制产品的尺寸公差、表面粗糙度和同心度。风电空心轴锻件的尺寸精度要求远高于普通锻件,我们将公差精度控制在IT7级以内,同心度≤0.02mm/m,确保锻件能够精准适配风机主轴、齿轮箱的装配需求,避免因尺寸偏差导致的装配困难、运行不稳定等问题。
生产过程中,我们实行全程品质监控,每一道工序都安排专业质检人员自检、互检,及时发现并纠正生产过程中的偏差。锻造环节重点检查锻件外形尺寸和内部缺陷,热处理环节监控温度参数,机加工环节检测尺寸精度,确保每一道工序都符合风电行业标准。同时,我们注重生产过程中的细节管控,比如锻造后的锻件冷却,采用缓慢冷却方式,避免快速冷却产生的内应力,减少锻件开裂隐患。

作为深耕风电空心轴锻件生产的厂家,我们深知风电行业对产品品质的严苛要求,不夸大生产能力,不虚假承诺产品性能,始终以务实的态度,做好每一件产品的生产加工。多年来,我们的风电空心轴锻件经过实际工况检验,适配不同功率的风电发电机组,凭借稳定的品质,获得了风电行业客户的认可。未来,我们将继续优化生产工艺,细化生产细节,提升产品品质,为风电行业提供更可靠、更适配的空心轴锻件产品。

