35CrMo 船舶轴锻件船级认证实践与要点
2026-04-10 09:12
山西中重重工集团
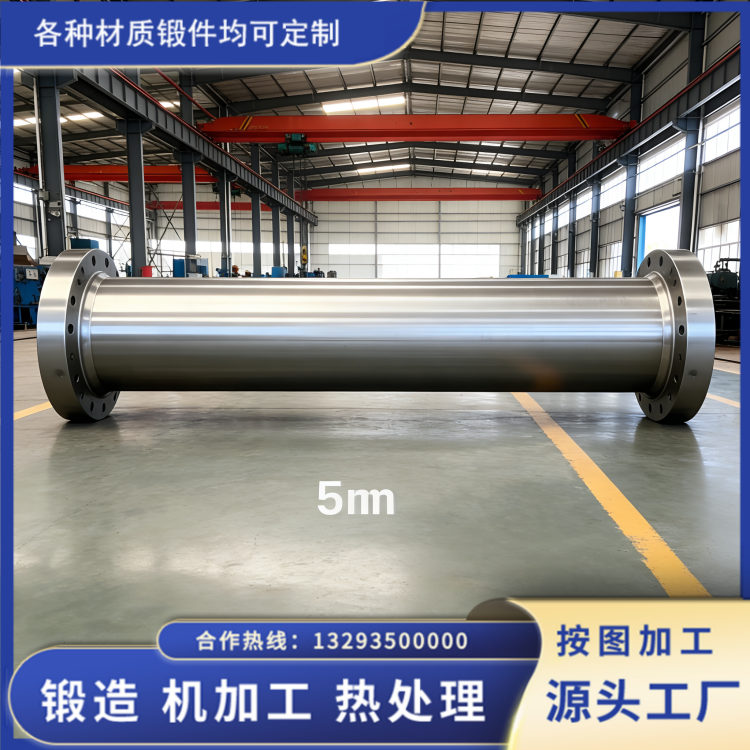
船舶轴系作为推进系统核心部件,其质量直接关系航行安全,35CrMo 因强度、韧性与工艺性均衡,成为中小型船舶中间轴、艉轴、舵轴的主流选材。船级认证是船舶轴锻件的法定准入门槛,需严格遵循 CCS、ABS、DNV 等船级社规范,从原料、锻造、热处理到全项检验,全程受控、全程可追溯,无简化或免检环节。本文结合实际生产与认证流程,客观阐述 35CrMo 船舶轴锻件船级认证的关键要求、检验项目与质量管控要点,内容贴合行业实操,不夸大、不浮夸。
35CrMo 属中碳铬钼合金钢,对应国标 GB/T 3077、船级社 W-05 锻钢件规范,碳含量 0.32%–0.40%、铬 0.80%–1.10%、钼 0.15%–0.25%,锰 0.40%–0.70%,硫≤0.025%、磷≤0.025%,氢≤2.0ppm。船级社对原料要求极高:必须采用电炉 + LF 精炼 + VD 真空脱气冶炼,必要时电渣重熔,确保纯净度;钢锭需经船级社认可钢厂供货,入厂附原厂质保书与炉号标识,光谱复验成分、低倍检验偏析与疏松、超声波探伤排查内部缺陷,不合格原料直接拒收。
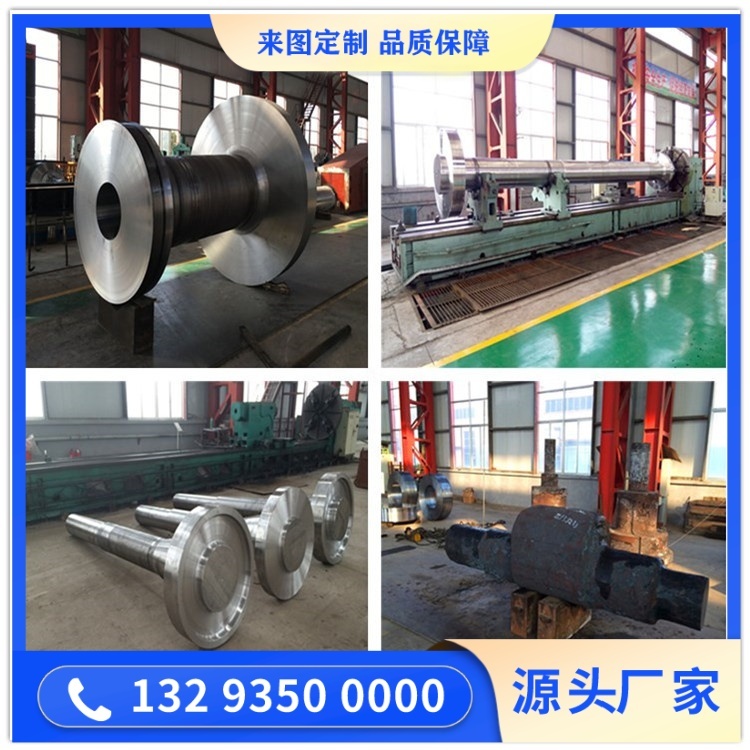
锻造是认证关键工序,核心控制锻造比、温度与流线。35CrMo 船舶轴锻件锻造比≥6:1,采用 “两镦三拔” 工艺,始锻 1100–1150℃、终锻≥850℃,阶梯升温、分段保温,避免过热与裂纹。锻造全程需记录:升温曲线、保温时长、压下率、火次与终锻温度,验船师随机旁站核查。锻后立即 600℃左右缓冷 / 等温退火,消除应力、细化组织,为调质做准备。
热处理以 *调质(淬火 + 高温回火)为主,是性能定型核心。工艺参数需经船级社认可:淬火 840–860℃,保温按有效厚度 1.8–2.5min/mm,油冷;回火 580–650℃,保温 3–6h,快冷防回火脆性。目标性能:抗拉≥750MPa、屈服≥550MPa、延伸≥16%、面缩≥45%;常温冲击 KV≥45J,-20℃低温冲击≥34J(远洋 / 寒区附加);硬度 HB 220–260。热处理炉温需校准,每炉配工艺试块,验船师见证取样与试验。
无损检测(NDT)贯穿全流程:锻后粗加工UT 超声波探伤(CCS W-05 标准),排查内部裂纹、夹杂、疏松,缺陷当量≤Φ2mm 平底孔;精加工后MT 磁粉探伤,表面不允许任何线性缺陷。尺寸与外观:同轴度、圆柱度≤0.03mm/m,表面无裂纹、折叠、氧化皮、凹坑,粗糙度达标。
认证流程为:工厂认可→产品检验→证书签发。先申请船级社工厂认可,提交设备、工艺、质控体系文件,接受现场审核与工艺评定。单件认证:提交材质单、工艺卡、炉号、热处理曲线、NDT 报告,申请检验;验船师现场见证取样、力学试验、NDT 与尺寸检查。全部合格后签发船级社认证证书,随货附质保书、试验报告、NDT 报告与炉号追溯文件。
实际认证常见问题:成分超标、夹杂超标、锻造比不足、热处理不均、硬度 / 冲击波动、UT 超标、表面微裂纹。管控要点:原料严控硫磷氢;锻造保比保流线;热处理均温均冷;NDT 从严执行;全程记录、验船师见证、批次可追溯。

35CrMo 船舶轴锻件船级认证无捷径,核心是合规、稳定、可追溯。企业需按规范建立全流程质控,把原料、锻造、热处理、检验每一环节做扎实,才能顺利通过认证、保障船舶轴系安全可靠。随着船舶标准升级,认证要求更严,企业唯有做实基础管理、稳定工艺质量,才能持续满足船级社与船东要求,在船用锻件市场站稳脚跟。

