大型风电主轴锻件制造全流程技术要点与实操控制
2026-04-13 15:45
山西中重重工集团
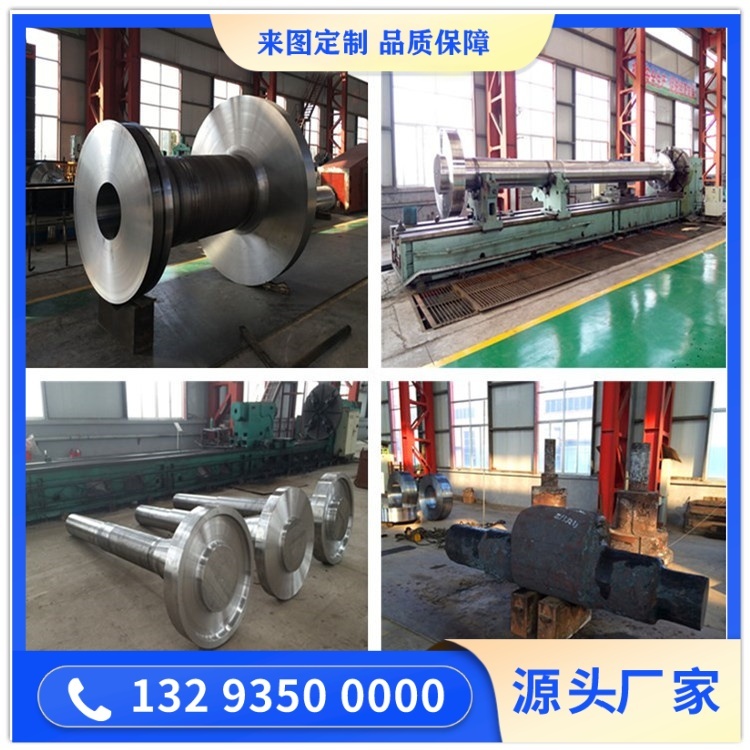
大型风电主轴作为风电机组核心承载部件,主要适配3MW及以上大功率机组,直径通常在800~1200mm,重量可达数十吨,长期服役于户外复杂环境,承受交变弯曲、扭转载荷及极端温度变化,对锻件的致密度、力学性能均匀性和尺寸精度要求严苛。其制造过程无复杂浮夸的工艺噱头,核心在于每道工序的精准把控,结合实际生产经验,重点技术要点如下。

原材料控制是基础,直接决定锻件先天质量。目前行业主流选用34CrNiMo6合金结构钢,替代传统42CrMo钢,该材料凭借优异的强韧性和低温抗冲击性,更适配风电主轴的服役需求。原材料需采用电炉冶炼+炉外精炼+真空脱气+电渣重熔的四联工艺,确保钢锭纯净度,严格控制杂质含量,其中硫≤0.005%、磷≤0.010%,氢含量≤1.2ppm,避免后续出现氢致白点缺陷。钢锭入厂后,需进行100%超声波探伤,去除表面氧化皮和缺陷,锯切下料后,还需进行预热处理,消除铸造应力,为后续锻造做好准备。
锻造工艺是核心,重点在于压实内部缺陷、优化金属流线。大型风电主轴锻件多采用自由锻结合宽砧强压工艺,锻造前需采用阶梯式加热,以≤80℃/h的速率升温至650℃保温3~4h,再升温至850℃均热4~5h,最后升温至1180~1220℃保温,确保钢锭心部透烧,避免加热过快产生热应力裂纹。锻造过程中,总锻造比需≥6.0,通过两次镦粗+多次拔长的组合工序,配合0°~180°~90°旋转拔长,彻底击碎铸态粗晶,压实心部疏松和缩孔,使金属流线沿主轴轮廓连续分布,尤其是法兰部位,需采用局部镦粗工艺,保证流线连贯,提升抗疲劳性能。终锻温度需严格控制在≥850℃,严禁低温锻打,防止产生内部微裂。
锻后处理与热处理是保障性能的关键。锻件出炉后,需立即进行去氢退火处理,650℃保温12~16h,缓慢炉冷至200℃以下出炉,有效消除氢致缺陷。对于大截面锻件,需采用水雾控冷方式,抑制网状碳化物析出。热处理核心采用淬火+高温回火的调质工艺,淬火温度控制在850~880℃,根据截面尺寸选择油淬或水-空交替冷却,确保心部淬透;回火温度580~620℃,保温时间按每100mm厚度≥2h计算,充分消除淬火应力,获得均匀的回火索氏体组织,使锻件硬度控制在HB260~300,抗拉强度≥900MPa,-40℃低温冲击功≥60J,满足20年设计寿命要求。
质量检测贯穿全流程,杜绝不合格产品流入下一道工序。原材料阶段需进行光谱成分分析和超声波探伤;锻造过程中实时监测加热温度和锻造变形量;热处理后进行100%超声波探伤、磁粉探伤,排查内部和表面缺陷,同时取样进行力学性能测试,验证强度、韧性等指标;成品阶段采用三坐标测量仪检测尺寸精度,确保同轴度≤0.5mm/m,公差符合设计要求。生产中需重点防控白点、心部疏松、性能不均等常见缺陷,通过严控氢含量、保证锻造比、优化冷却工艺等方式,提升锻件合格率。

综上,大型风电主轴锻件制造无需复杂技术包装,核心在于原材料纯净度、锻造工艺稳定性、热处理精准度和全流程检测的严格把控,每道工序的细节落实,才是保障锻件质量、满足机组长期稳定运行的关键。

