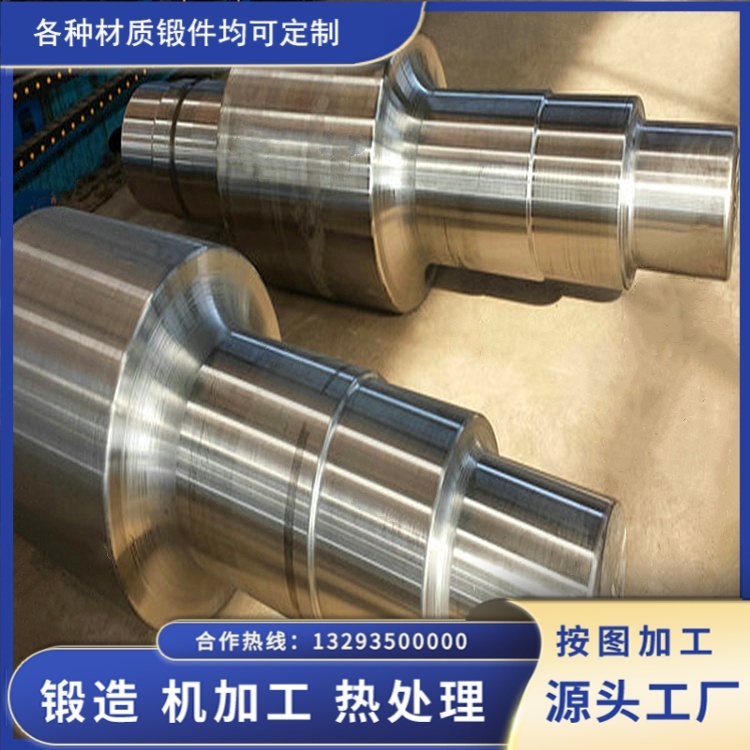
关键环节管控与常见问题解决,提升台阶轴锻件加工精度
2026-04-14 09:34
山西中重重工集团
高精度台阶轴锻件的加工精度受原材料、工艺参数、设备状态、检测方法等多方面因素影响,实际生产中,即使严格遵循工艺要求,也可能出现尺寸偏差、形位公差超标等问题。本文结合生产中的常见问题,聚焦关键环节管控,提出切实可行的精度控制方法和问题解决措施,内容贴合实际生产,不夸大效果,注重实用性和可操作性,为企业提升台阶轴锻件加工精度提供参考。
模具管控是减少锻件尺寸偏差的关键,模具的设计、制造和维护直接影响锻件成型精度。模具设计时,需结合金属变形规律,采用CAD、CAE技术进行模拟优化,确保型腔尺寸与目标尺寸匹配,合理设置拔模斜度和圆角半径,避免因设计缺陷导致锻件成型偏差。模具材料选用耐磨性强、耐高温的优质材料,根据锻件材质和生产批量选择合适材质,减少模具磨损。生产过程中,定期检查模具磨损情况,当型腔尺寸偏差超过0.3mm时,及时进行修磨;模具安装时,明确安装基准,采用高精度安装设备,避免定位不准确、安装不牢固导致的锻件受力不均,引发尺寸偏差。
工艺参数优化是提升精度的核心手段,重点控制锻造温度、压力、速度和冷却速率。锻造温度过高,会导致金属塑性增加、强度降低,出现过度变形;温度过低,塑性下降、变形抗力增大,易出现裂纹和成型不充分。实际生产中,采用热电偶、红外线测温仪实时监测温度,严格遵循阶梯式加热工艺,避免温度波动。锻造压力需根据锻件材质和尺寸精准调整,压力不足会导致金属变形不充分,压力过大则会产生飞边、毛刺,影响尺寸精度,可通过压力传感器实时监测并调整压力参数。锻造速度控制在合理范围,复杂、高精度锻件采用较慢速度,确保金属充分变形;冷却速率根据材质调整,中小型碳素钢采用空冷,避免放在潮湿地面或过堂风处,防止冷却不均产生裂纹。
定位基准选择与装夹方式直接影响锻件的形位精度。台阶轴锻件加工中,优先选择两端中心孔作为定位基准,采用双顶尖装夹方式,确保各轴段同轴度。粗基准采用毛坯外圆,先加工一个端面、钻中心孔,车出一端外圆后,以已加工外圆为基准,加工另一端面和中心孔,避免两次装夹导致的基准偏差。装夹时,合理选择夹紧力,避免夹紧力过大导致锻件变形,可采用软卡爪或专用夹具,减少装夹对锻件表面的损伤,同时保证装夹牢固,防止加工过程中出现位移。
检测与质量反馈机制是及时发现和解决精度问题的保障。建立多环节检测体系,备料阶段检测钢坯质量,加热阶段检测温度,锻造阶段实时检测轴段尺寸和轴肩精度,热处理后检测硬度和形位公差,成品阶段进行全项目检测。采用高精度检测设备,如游标卡尺、千分尺、圆度仪等,确保检测精度,对检测中发现的尺寸偏差、表面缺陷等问题,及时分析原因:若因模具磨损导致,及时修磨模具;若因工艺参数不当导致,调整加热、锻造或冷却参数;若因装夹偏差导致,优化装夹方式。

此外,加强操作人员培训,提高操作技能和责任心,也是提升加工精度的重要措施。操作人员需熟悉工艺要求,掌握设备操作规范,能够及时发现生产中的异常情况并处理。同时,定期维护加工设备,校准检测仪器,确保设备和仪器的精度,为台阶轴锻件加工精度提供保障。通过关键环节管控、常见问题及时解决,可有效提升高精度台阶轴锻件的加工精度,降低不合格率,满足设备装配和使用要求。

