轧机工作辊轴锻件基础通用质量检测标准
2026-04-15 15:23
山西中重重工集团
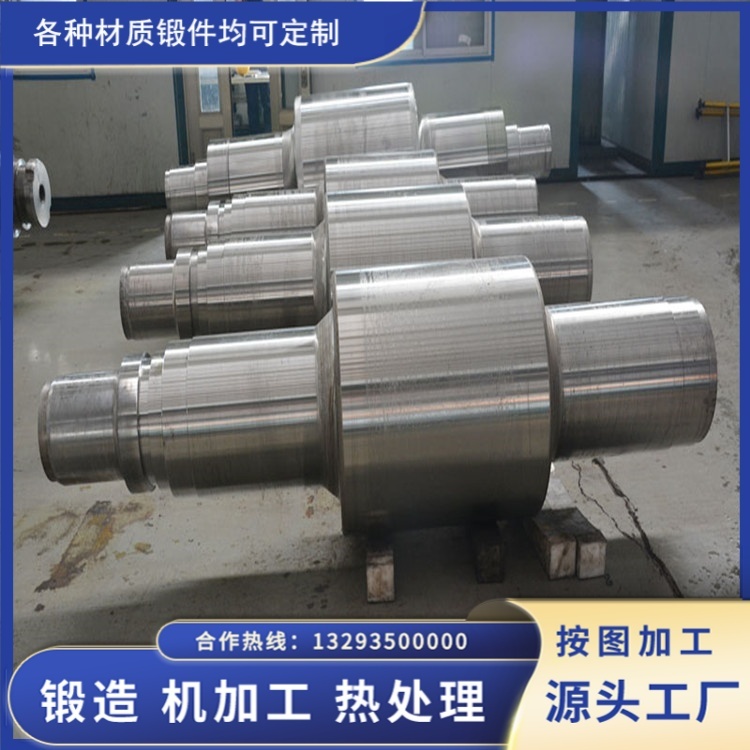
轧机工作辊轴锻件是轧钢生产中直接接触轧件、传递轧制力的核心零部件,其质量直接决定轧材精度、生产效率及设备运行安全性。工作辊轴长期承受交变载荷、冲击载荷及摩擦作用,易出现裂纹、磨损、尺寸偏差等缺陷,因此建立科学、严谨的基础通用检测标准,是保障锻件质量、避免生产事故的关键。本文结合实际生产工况,制定贴合实操、不夸大效果的基础检测标准,涵盖原材料、外观、尺寸、基础力学性能等核心检测环节,适用于各类中小型轧机工作辊轴锻件的常规检测。
原材料检测是工作辊轴锻件质量控制的首要环节,核心是确保材质达标、纯净度符合要求。检测标准明确,工作辊轴锻件优先选用8Cr3MoV、8Cr5MoV、Cr5等高强度合金结构钢,需提供钢厂出具的材质证明及光谱分析报告,确保化学成分符合设计要求,其中碳含量、铬含量等关键元素偏差不超过±0.05%。原材料进场后,需对钢坯进行表面清理,去除氧化皮、夹杂等表面缺陷,再通过超声波探伤(UT)进行粗探,参照GB/T 4162-2022标准,不允许存在气孔、夹渣、疏松等内部缺陷,氧含量≤20ppm、氢含量≤2ppm,避免白点等隐患产生,不合格钢坯严禁进入锻造环节。同时建立原材料溯源体系,每批次钢坯均需留存检测记录,确保可追溯。
外观质量检测聚焦锻件表面缺陷排查,采用目视检测与放大镜检测相结合的方式,检测环境需保证光线充足、无遮挡。标准规定,锻件表面无明显裂纹、折叠、划痕、凹坑、夹杂等缺陷,表面氧化皮、毛刺需清理干净,清理后表面粗糙度Ra≤6.3μm。对于轴颈、轴肩等关键部位,需用5-10倍放大镜重点检测,不允许存在细微裂纹;锻件端面无歪斜、毛刺,切口平整,无崩边、缺角等问题。若发现表面缺陷,需测量缺陷尺寸,深度超过0.5mm、长度超过5mm的缺陷需进行打磨修复,修复后需重新检测,无法修复的锻件直接判定为不合格。
尺寸精度检测是保障工作辊轴装配精度的核心,需采用数控卡尺、千分尺、百分表、圆度仪等精度符合要求的检测工具,检测前需对工具进行校准。检测项目包括辊身直径、轴颈直径、长度、圆度、圆柱度、同轴度等,其中辊身直径偏差控制在±0.15mm以内,轴颈直径偏差≤±0.1mm;圆度、圆柱度误差均不超过0.05mm,同轴度误差≤0.08mm;锻件总长偏差≤±0.2mm,轴肩台阶尺寸偏差≤±0.1mm。检测时需在不同截面、不同方位多次测量,取平均值作为检测结果,确保数据真实可靠,尺寸偏差超出标准范围的锻件,需进行机加工修正,修正后仍不达标则予以报废。

基础力学性能检测主要验证锻件的强度、韧性,确保其满足工作载荷要求。检测样品需从同批次锻件中随机抽取,每批次抽取3件,分别进行硬度、抗拉强度、冲击韧性检测。硬度检测参照GB/T 13313-2008标准,采用里氏硬度计检测,辊身表面硬度控制在HRC58-62,轴颈硬度控制在HRC45-50,硬度偏差不超过±2HRC;抗拉强度≥1200MPa,冲击韧性≥45J/cm²,检测结果需均符合设计要求,若有1件样品不合格,需加倍抽样检测,仍有不合格则判定该批次锻件不合格。同时,需对检测后的样品进行金相组织分析,确保无晶粒粗大、组织不均等问题,保障锻件力学性能稳定。

检测流程及判定标准需规范统一,原材料检测、外观检测、尺寸检测、力学性能检测依次进行,每环节检测合格后方可进入下一环节。检测过程中需详细记录检测数据、检测工具、检测人员及检测时间,建立完整的检测档案,留存备查。对于不合格锻件,需明确不合格原因,制定整改措施,整改后重新检测,确保每一件出厂锻件均符合基础通用检测标准,为轧机安全稳定运行提供保障。

