无缝筒类锻件常规加工流程及各环节质控要点
2026-05-12 10:57
山西中重重工集团
无缝筒类锻件是工业领域中应用广泛的核心部件,其核心特点是无接缝、内部组织致密、力学性能稳定,广泛应用于机械制造、化工、电力、冶金等行业,如液压缸筒、压力容器筒节、输送管道等。无缝筒类锻件的加工流程具有较强的规范性和专业性,每一道工序都直接影响锻件的最终质量,需严格把控各环节质控要点,杜绝缺陷产生。以下结合实际生产场景,详细阐述其常规加工流程及各环节质量控制要求,内容真实贴合实操,不夸大、不虚构。
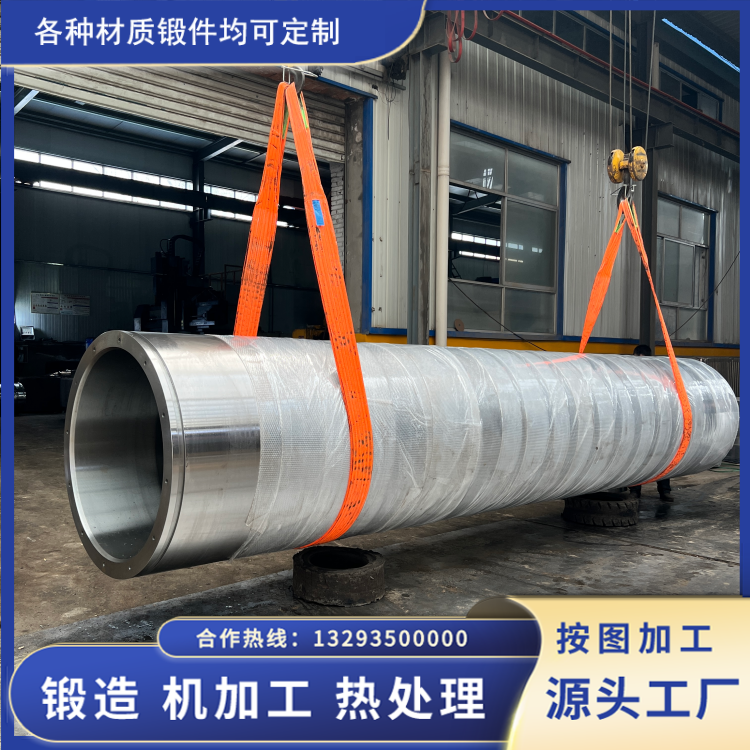
无缝筒类锻件的常规加工流程主要分为六大核心环节,依次为原材料准备、下料、加热、锻造成形、后续处理、成品检验,各环节环环相扣,缺一不可。原材料准备是质量控制的源头,常用材质为碳钢、低合金钢、高合金钢,如Q245R、16Mn、316L等,原材料优先选用合格的钢锭或圆钢,进场前必须进行严格检测。质控要点包括:核对材质证明书,确保化学成分符合设计要求;采用光谱分析、超声波探伤(UT)检测,排查钢锭或圆钢内部的气孔、裂纹、夹杂物等缺陷,表面氧化皮、毛刺需清理干净,不合格原材料严禁投入使用。
下料工序是确保锻件尺寸基础的关键,根据成品无缝筒类锻件的内径、外径、壁厚及长度,计算坯料尺寸,预留合理的加工余量(直径方向10-20mm,长度方向20-30mm)。常用下料方式为锯切或火焰切割,质控要点为:下料尺寸误差控制在±5mm以内,避免尺寸偏差过大导致后续锻造无法弥补;切割后需对坯料端面进行打磨,去除氧化层和毛刺,防止加热时产生局部过热或裂纹;做好下料标识,标注材质、炉号、批号,确保可追溯。
加热工序是锻造成形的前提,核心目的是使坯料均匀受热,提升塑性,便于后续塑形。常用加热设备为环形加热炉或感应加热炉,质控要点包括:根据材质确定加热温度,碳钢加热至1100-1200℃,不锈钢加热至1050-1150℃,温度控制精度≤±10℃;保温时间按坯料截面厚度计算,每1mm保温1.5-2分钟,确保坯料心部与表面温度差≤30℃,充分奥氏体化;加热过程中控制炉内气氛,减少氧化脱碳,表面脱碳层厚度不得超过0.5mm,避免影响锻件力学性能。
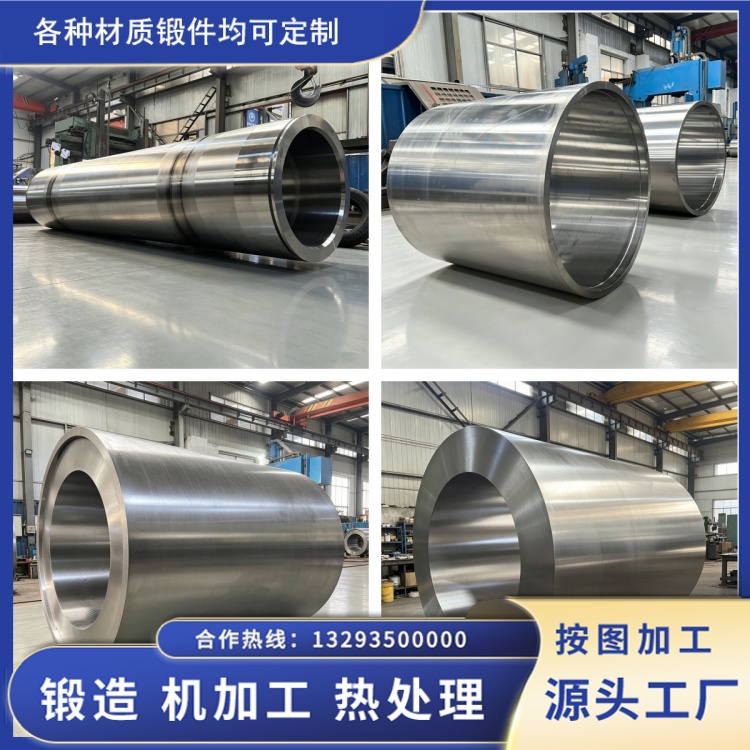
锻造成形是无缝筒类锻件加工的核心工序,核心是通过镦粗、冲孔、扩孔、拔长等操作,将坯料加工成空心无缝筒体。质控要点为:锻造比控制在3-5之间,确保消除原材料内部缺陷,使金属流线连续;镦粗变形量控制在20%-30%,避免产生纵向裂纹;冲孔采用空心冲头,孔径误差≤3mm,冲孔后修磨孔壁,去除毛刺和裂纹;扩孔分多火次进行,每火次变形量控制在15%-25%,确保壁厚均匀,圆度误差≤2mm,终锻温度不低于材料再结晶温度(碳钢≥800℃),严禁低温锻造导致脆裂。
后续处理工序主要包括热处理、机械加工,质控要点突出“消除应力、提升性能、精准尺寸”。热处理根据材质采用对应工艺,碳钢采用正火+回火,低合金钢采用调质处理,不锈钢采用固溶处理,确保消除锻造应力、细化晶粒,力学性能达标;机械加工分为粗加工和精加工,粗加工车削外圆、内孔,预留2-3mm精加工余量,精加工后表面粗糙度≤Ra3.2μm,尺寸公差按GB/T 1804-m级控制。

成品锻件检验是质量控制的最后一道防线,质控要点为:尺寸检测采用卡尺、激光测距仪,核对内径、外径、壁厚、长度等关键尺寸,确保符合设计要求;无损检测采用UT、MT/PT联合检测,排查内部裂纹、表面缺陷,不合格锻件需返工或报废;力学性能检测按批号抽样,测试抗拉强度、屈服强度、冲击韧性,确保符合标准要求;做好检验记录,建立质量台账,确保锻件可追溯。

