重型厚壁筒体锻件毛坯锻造全过程
2026-05-14 09:27
山西中重重工集团
重型厚壁筒体锻件毛坯,主要应用于压力容器、矿山机械、风电设备、重型液压机、核电辅机等高端重工领域,常见规格为直径800-2000mm、壁厚120-300mm、单重5-30吨,对内部致密度、金属流线完整性、尺寸稳定性要求远高于常规中型筒体。其锻造全过程工艺严谨、工序规范,不夸大设备效能、不简化关键步骤,完全贴合重型锻造车间实际生产逻辑,注重过程管控和质量溯源,是重工筒体毛坯制造的标准实操路径。
重型厚壁筒体毛坯锻造,第一步从原料选型开始,绝不盲目追求高标材质,只选用工况匹配的合格钢锭。常用材质为42CrMo、35CrMoV、Q355NE、20MnMo等低合金高强度钢,坯料优先采用电渣重熔钢锭,从根源减少偏析、疏松、夹渣等原生缺陷。技术部门先进行毛坯工艺评审,根据最终成品尺寸、加工余量、锻造比,精确计算钢锭投料重量,常规锻造比控制在3.0以上,保证锻件内部组织充分压实。钢锭进厂后,除核查原厂质保书外,必须做全覆盖超声波探伤检测,内部缺陷超标、成分不合格的钢锭直接拒收,绝不降级使用。下料采用火焰切割结合气刨修整,保证坯料端面平整,避免后续锻造偏心。
加热环节采用大型台车式加热炉,执行更保守的慢速升温工艺,这是重型厚壁筒体成型的核心保障。厚壁钢锭截面尺寸大,内部导热慢,快速升温极易造成表面过热、心部温度不足,甚至产生内部开裂。生产中严格执行三段升温:预热段300-500℃保温2小时,低温升温段500-900℃升温速率控制在50℃/h,高温段加热至1180-1220℃,保温时长按壁厚每100mm保温1.5小时计算,确保钢锭心部与表面温差不超过30℃。全程采用热电偶+红外测温双监控,温度数据同步记录,实现加热过程可追溯。
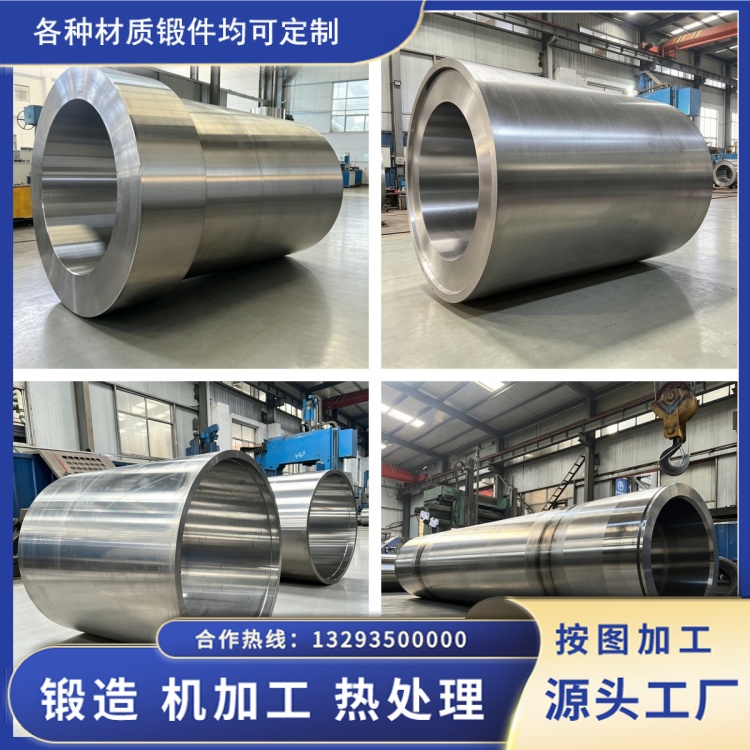
锻造成型依托1600吨-5000吨自由锻液压机完成,执行“大变形镦粗-深孔冲孔-芯棒扩孔-整圆校形”的重型专用工艺。首先对钢锭进行大压下量镦粗,压下比例不低于50%,彻底打碎铸态组织,消除中心疏松、缩孔残余缺陷,这是保证厚壁筒体内部质量的核心步骤。镦粗完成后,采用专用深孔冲头进行居中冲孔,冲孔过程匀速施压,严禁冲击式打孔,防止孔壁出现撕裂裂纹。随后进入芯棒扩孔拔长工序,使用高强度锻打芯棒,分段均匀扩孔,每次变形量控制在15%以内,筒体旋转均匀、两侧压下对称,保证壁厚均匀、整体同心。

终锻阶段重点控制锻件毛坯尺寸和外观质量,将外径、内径、总长公差控制在±2mm以内,壁厚偏差不超过±1.5mm,同时修正筒体椭圆度、直线度,保证端面平整无歪斜。终锻温度严格控制在850℃以上,成型后立即转入保温坑缓冷24-48小时,合金材质必须同步进行去应力退火,细化晶粒、消除残余应力。冷却完成后,先对毛坯进行全面抛丸清理,再做100%超声波复检,排查内部裂纹、疏松、夹杂缺陷,同时逐一实测关键尺寸,合格件打上炉号、材质、规格标识,不合格件单独隔离处理。整个锻造过程没有虚高工艺宣传,完全依靠规范操作、过程管控、质量复检保证毛坯合格,满足重工装备长期重载、高可靠使用要求。

