35CrMo传动轴锻件尺寸精度参数与应用适配要求
2026-04-07 15:19
山西中重重工集团
35CrMo传动轴锻件的尺寸精度参数直接影响其装配性能与使用稳定性,重型机械中,传动轴需与齿轮、轴承、联轴器等零部件精准配合,尺寸精度不达标会导致装配间隙过大或过小,引发振动、磨损加快等问题,影响设备运行安全。本文结合实际应用场景,详细解析35CrMo传动轴锻件的尺寸精度参数、形位公差要求,以及不同领域的适配参数,内容真实、贴合生产与应用实际,无浮夸表述,为锻件设计、生产与选型提供参考。
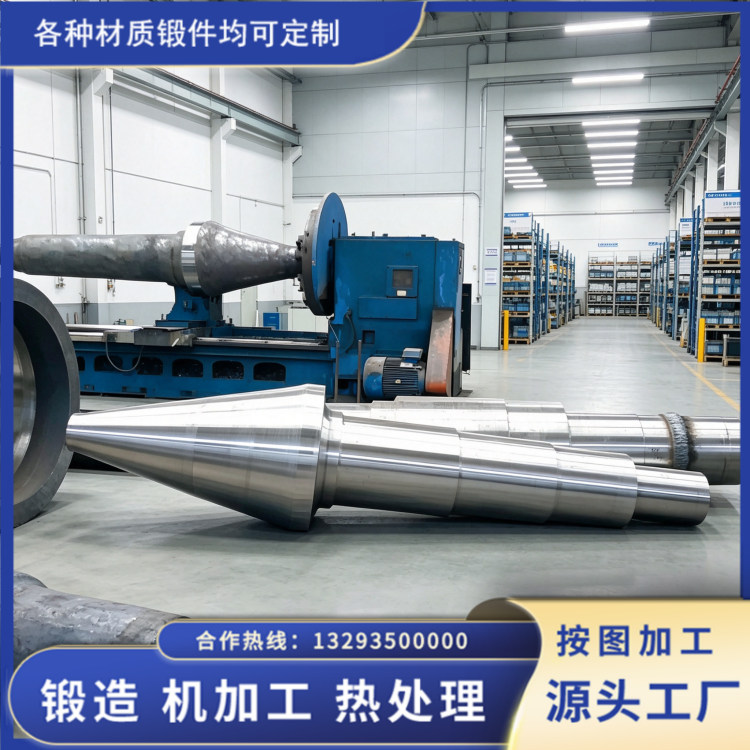
35CrMo传动轴锻件的尺寸精度参数主要包括轴径精度、长度精度、键槽精度等,需严格按照客户图纸要求与行业标准控制,核心尺寸精度等级达到IT10级以上,部分关键部位达到IT9级。轴径精度是核心参数,根据传动轴的用途不同,轴径尺寸误差控制在±0.1~±0.3mm,其中轴承位、齿轮配合位等关键轴段,轴径误差≤±0.05mm,确保与轴承、齿轮的配合精度;轴径圆度≤0.02mm,圆柱度≤0.03mm/m,避免轴径变形导致运转过程中出现振动。
长度精度根据传动轴的总长与各轴段长度设定,总长误差控制在±0.5~±1.0mm,各轴段长度误差≤±0.3mm,确保各零部件的安装位置精准;轴肩高度误差≤±0.2mm,轴肩端面垂直度≤0.02mm/m,避免轴肩定位偏差导致零部件装配错位。键槽精度要求:键槽宽度误差≤±0.1mm,键槽深度误差≤±0.15mm,键槽对称度≤0.03mm,键槽与轴中心线的平行度≤0.02mm/m,确保键与键槽的配合紧密,传递动力稳定,避免出现打滑现象。
形位公差是35CrMo传动轴锻件尺寸精度的重要补充,核心形位公差参数如下:同轴度≤0.02mm/m,确保传动轴运转过程中无偏心振动,避免轴承、齿轮磨损加快;直线度≤0.4mm/m,对于长轴(长度>1500mm),直线度≤0.6mm/m,通过校直工艺确保轴体直线度达标;端面跳动≤0.03mm,避免轴端与联轴器配合偏差,影响动力传递效率。形位公差的检测采用投影仪、百分表、千分表等设备,每批锻件随机抽取3~5件进行检测,确保符合要求。
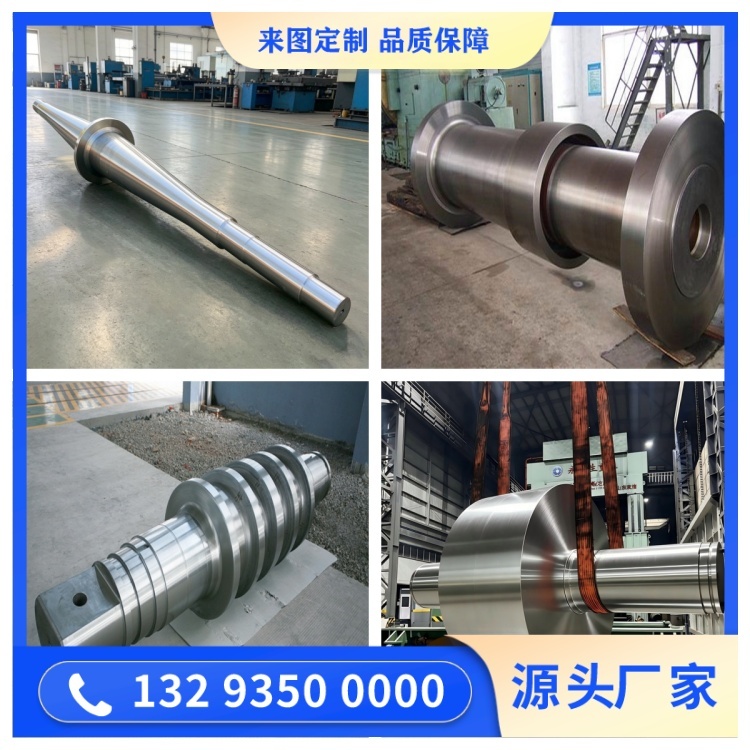
不同领域的重型机械,对35CrMo传动轴锻件的尺寸精度与适配参数要求存在差异,需结合工况特点合理设定。矿山机械领域,传动轴需适配粉尘多、冲击频繁的工况,尺寸精度重点控制轴径与轴承位的配合精度,轴径误差≤±0.05mm,表面粗糙度≤1.6μm,同时增加轴颈部位的硬度,提升耐磨性;冶金机械领域,传动轴需在高温环境下运行,尺寸精度需考虑热膨胀系数,轴径预留0.05~0.1mm的热膨胀余量,避免高温下出现装配过紧现象,同时控制直线度≤0.4mm/m,防止高温变形。
起重机械领域,传动轴需承受百吨级重载,尺寸精度重点控制同轴度与键槽精度,同轴度≤0.02mm/m,键槽对称度≤0.03mm,确保动力传递均匀,避免过载时出现键槽损坏;风电领域,传动轴需适配高速旋转工况,尺寸精度等级提升至IT9级,轴径误差≤±0.03mm,同轴度≤0.01mm/m,表面粗糙度≤0.8μm,减少旋转过程中的振动与噪音,提升运行稳定性。
尺寸精度的管控需贯穿锻造、热处理、机加工全流程,锻造阶段控制锻件的成型尺寸,预留合理的机加工余量(15~25mm);热处理阶段通过合理的冷却与校直工艺,避免锻件变形;机加工阶段采用数控车床、磨床等精密设备,精准控制各尺寸参数,确保达标。成品出厂前,需对每件锻件进行尺寸检测,建立尺寸检测台账,实现全流程可追溯。

综上,35CrMo传动轴锻件的尺寸精度参数需结合行业标准与实际应用场景合理设定,重点控制轴径、长度、形位公差等核心参数,确保装配性能与使用稳定性。生产企业需根据不同领域的适配要求,优化生产工艺,精准控制尺寸精度,为重型机械的安全、高效运行提供可靠的传动轴锻件产品。

