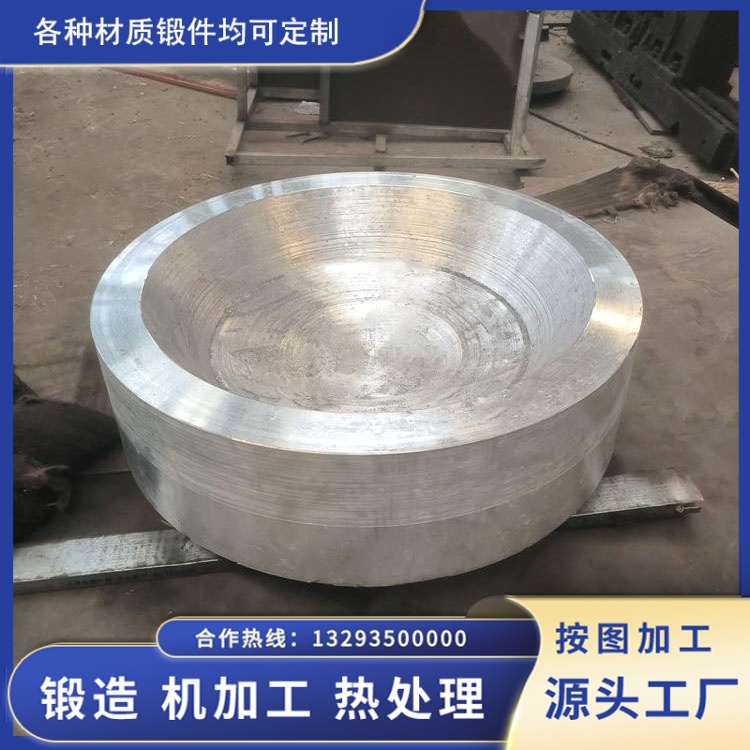
6063铝锻件在耐腐蚀机械配件中的应用及加工质量控制
2026-04-27 15:46
山西中重重工集团
随着工业制造向轻量化、耐腐蚀、长寿命方向发展,铝合金锻件在机械配件领域的应用日益广泛。6063铝合金因耐腐蚀性突出、加工成型性好、成本适中,成为制造耐腐蚀机械配件的优选材料之一。与其他铝合金相比,6063铝锻件无需复杂的防腐处理,就能在多种腐蚀环境中保持结构完整,有效降低机械配件的维护成本,适合批量生产各类中低强度耐腐蚀机械零部件。
6063铝锻件的耐腐蚀性能,主要源于其自身的成分特点和锻造后的致密组织。6063铝合金中镁、硅元素形成的Mg₂Si强化相,不仅能提升材料强度,还能在材料表面形成一层致密的氧化膜,阻止腐蚀介质与基体接触,从而起到防腐作用。而锻造工艺通过高温塑性变形,消除了铸态组织的缺陷,使晶粒细化、组织均匀致密,进一步增强了氧化膜的稳定性,提升了锻件的耐蚀性,尤其在淡水、潮湿空气、轻度酸碱环境中,表现出优异的耐腐蚀效果。
在耐腐蚀机械配件的锻造加工中,6063铝锻件的工艺设计需结合配件的使用场景和性能要求,重点把控加工质量,避免因工艺偏差影响耐腐蚀性能和机械可靠性。首先,坯料选择需严格控制成分,确保镁、硅含量在标准范围内(镁0.45%-0.9%,硅0.2%-0.6%),杂质含量不超标,否则会降低锻件的耐腐蚀性和机械性能。坯料下料后,需进行均匀化退火处理,消除内部应力,使成分均匀分布,为后续锻造奠定基础。
锻造过程中,变形量的控制也至关重要。合理的变形量(一般控制在30%-60%)能有效细化晶粒,提升组织致密性;变形量过小,无法彻底消除铸态缺陷,锻件强度和耐蚀性不足;变形量过大,则易导致锻件开裂、晶粒畸变,影响配件的尺寸精度和使用寿命。预锻和终锻的配合的也尤为关键,预锻主要用于分配金属体积、校正坯料形状,减少终锻的变形压力;终锻则需保证配件的尺寸精度和外形完整性,避免出现缺料、毛刺、裂纹等缺陷。
锻后处理是保证6063铝锻件耐腐蚀性能的重要环节。锻件切边后,需及时进行固溶处理,将镁、硅等合金元素充分溶解到铝基体中,随后通过时效处理析出细小弥散的强化相,既提升强度,又增强耐腐蚀性。对于要求较高的机械配件,锻后还需进行表面处理:阳极氧化可在表面形成一层坚硬的氧化膜,进一步提升耐腐蚀性和耐磨性;电泳处理则能使表面形成均匀的涂层,兼具防腐和装饰效果,满足不同场景的使用需求。
在质量检验环节,需重点检测锻件的组织、性能和尺寸精度。组织检验需确保锻件无疏松、气孔、裂纹等缺陷,晶粒均匀细小;性能检验需检测抗拉强度、屈服强度、延伸率等指标,同时进行耐腐蚀试验(如盐雾试验),确保锻件在腐蚀环境中能长期稳定使用;尺寸精度检验需严格按照图纸要求,控制关键尺寸公差,避免因尺寸偏差影响配件的装配精度。
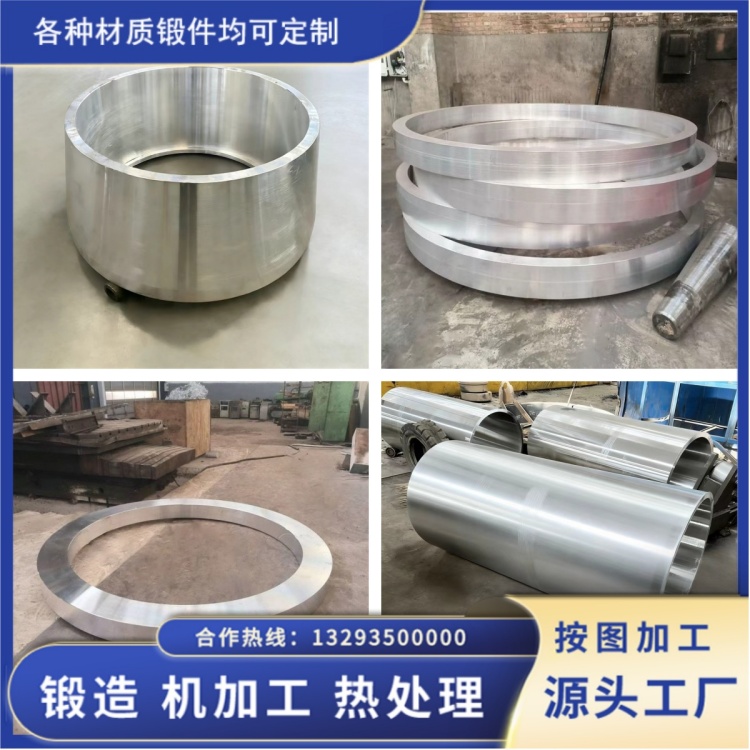
目前,6063铝锻件已广泛应用于各类耐腐蚀机械配件的生产,如农业机械中的灌溉设备配件、化工行业中的小型容器配件、户外游乐设备中的连接件、卫浴行业中的阀门配件等。这些配件在使用过程中,既需要承受一定的机械载荷,又要抵抗环境腐蚀,6063铝锻件凭借其优良的综合性能,有效满足了这些需求,同时实现了机械配件的轻量化,降低了设备整体能耗。

需要注意的是,6063铝锻件的锻造加工是一个系统工程,原材料质量、工艺参数、热处理、表面处理等环节相互影响,任何一个环节出现问题,都会影响锻件的质量。因此,在生产过程中,需建立完善的质量控制体系,严格把控每一个环节,才能生产出符合工业需求的耐腐蚀机械配件,充分发挥6063铝合金的优势,为机械装备的稳定运行提供保障。

