压力容器耐腐5754铝锻件锻造生产,坚守品质适配工业需求
2026-05-06 09:57
山西中重重工集团
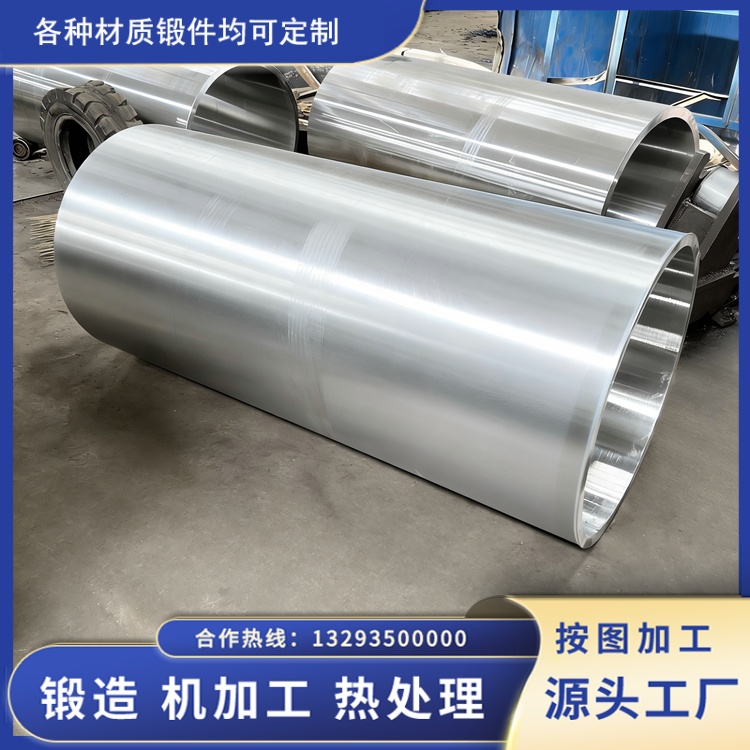
压力容器作为工业生产中储存、反应、换热的核心设备,广泛应用于化工、石油、食品、医药等多个领域,其运行环境常伴随腐蚀性介质、压力波动等复杂工况,对零部件的耐腐蚀性、力学性能和结构稳定性提出了严格要求。5754铝合金作为Al-Mg系防锈铝的典型代表,凭借优异的耐腐性能、适中的强度和良好的锻造性能,成为压力容器锻件的优选材质,而科学规范的锻造生产工艺,是保障5754铝锻件符合压力容器使用标准、实现长期稳定运行的关键。
5754铝合金锻件之所以能适配压力容器的耐腐需求,核心在于其合理的成分配比和自身材质特性。该合金以铝为基体,主要合金元素为镁,含量控制在2.6%~3.6%,辅以0.4%~1.0%的锰和少量铬元素,其中镁元素能显著提升合金的耐腐蚀性和强度,锰元素可细化晶粒、改善锻造性能,铬元素则进一步增强抗应力腐蚀能力,三者协同作用,使5754铝锻件具备优良的耐大气、耐海水、耐氯化物腐蚀性能,远优于普通3系铝合金,尤其适合接触腐蚀性介质的压力容器部件使用。同时,该合金属于不可热处理强化合金,通过加工硬化实现强度提升,常温下抗拉强度可达165~265MPa,密度仅为2.66g/cm³,在保证承压能力的同时实现轻量化,降低压力容器整体自重和安装成本,兼顾实用性与经济性。
压力容器耐腐5754铝锻件的锻造生产,全程遵循“务实严谨、规范可控”的原则,不追求浮夸的工艺噱头,专注于每一道工序的细节把控,确保锻件质量符合GB/T 3190-2020、GB/T 3880.1-2017等相关标准,适配压力容器的安全运行要求。锻造生产的首要环节是原材料筛选,严格选用符合标准的5754铝合金坯料,通过光谱分析检测镁、锰、铬等元素含量,确保成分达标,同时采用超声波探伤排查坯料内部杂质、裂纹等缺陷,杜绝不合格坯料流入生产环节,从源头保障锻件质量基础。
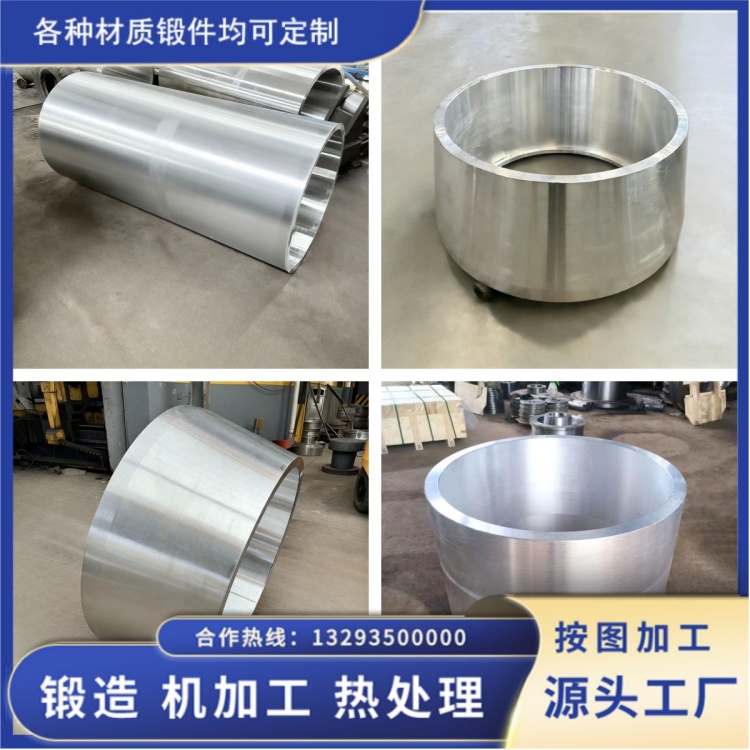
锻造工艺的精准控制,是提升5754铝锻件品质的核心。根据压力容器锻件的尺寸、结构复杂度,制定个性化锻造方案,选用合适的锻造设备和方式。锻造前,将坯料以≤300℃入炉,以≤70℃/h的速度升温至425~440℃,保温时间根据坯料最大有效截面计算,通常为1.5~1.8min/mm,确保坯料充分加热、温度均匀,提升热塑性,避免锻造过程中出现开裂、变形等问题。锻造过程中,根据锻件结构需求,依次完成改锻、镦饼冲孔、马架扩孔、辗环等工步,严格控制各工步的变形量和进给速度,其中辗环时轴向和径向进给量控制在0.3~0.5mm/s,终轧变形量为10%~16%,确保锻件组织结构致密,无疏松、夹杂物等缺陷,提升锻件的力学性能和耐腐性能。
锻造完成后,需对锻件进行退火处理,将温度控制在335~355℃,保温1.5~4h,有效消除锻造过程中产生的内部应力,细化晶粒,进一步提升锻件的塑性和耐腐蚀性,避免后期使用中出现变形、开裂问题。后续还需进行表面清理和精密加工,去除锻件表面氧化皮、毛刺,精准控制尺寸公差,确保锻件贴合压力容器的装配要求。同时,建立全流程质检体系,从原材料入库、锻造加工到成品出厂,每一道工序都进行抽样检测,成品阶段通过力学性能测试、无损检测等手段,全面排查质量隐患,确保每一件5754铝锻件都能满足压力容器的使用需求。

目前,5754铝锻件已广泛应用于化工储罐、热交换器、液化天然气运输罐等各类压力容器的封头、法兰、接口等关键部件。我们始终坚守务实生产理念,依托成熟的锻造技术、规范的生产流程和严格的质量管控,专注于压力容器耐腐5754铝锻件的锻造生产,不夸大产品性能,不简化生产流程,以可靠的产品品质,助力各行业压力容器的安全、稳定运行,为工业生产提供坚实的零部件支撑。

