筒类锻件常规热处理工艺优化及实操要点
2026-05-15 09:34
山西中重重工集团
筒类锻件作为轧机、压力容器、重型机械等装备的核心部件,其力学性能、尺寸稳定性直接取决于热处理工艺的合理性。常规热处理工艺(正火、回火、调质)在实际生产中易出现硬度不均、变形量超标、韧性不足等问题,结合多年生产实践,通过优化加热参数、冷却方式及工艺流程,可有效提升热处理质量,降低废品率,贴合工厂实际生产需求,不夸大优化效果,聚焦实操落地。
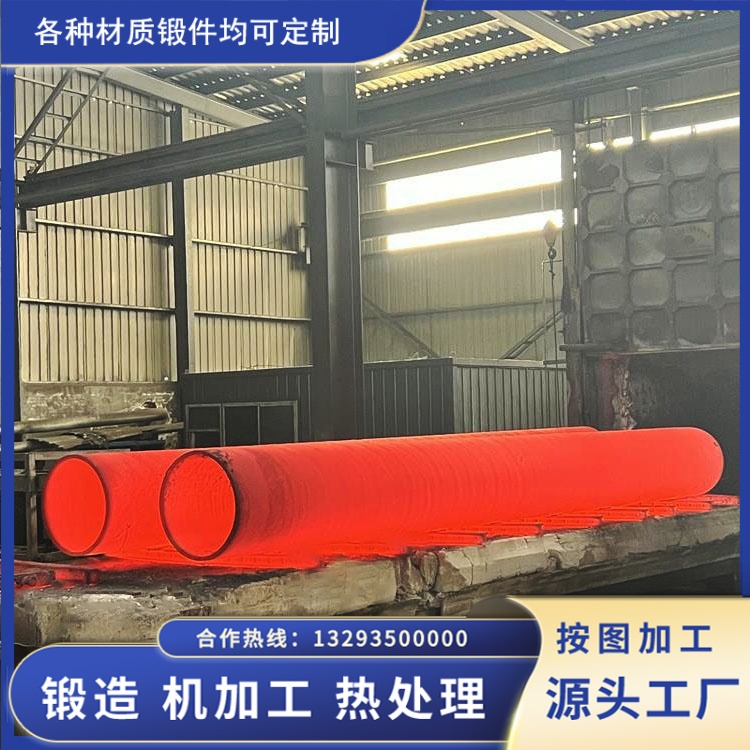
筒类锻件热处理的核心目标是细化晶粒、消除锻造应力、获得均匀稳定的组织结构,兼顾强度与韧性,满足不同工况的使用要求。常规工艺中,加热环节易出现温度偏差、加热不均,导致锻件心部与表面组织差异过大,后续冷却速度控制不当则会产生裂纹、硬度偏高或偏低等缺陷,针对这些问题,优化工作重点围绕加热、保温、冷却三大关键环节展开。
加热工艺优化是基础,摒弃传统单一升温模式,采用分段加热方式。根据锻件材质(42CrMo、35CrMo、9Cr2Mo等)及壁厚差异,合理设定预热段、升温段、高温保温段参数。对于厚壁筒类锻件(壁厚≥100mm),预热温度控制在600~700℃,保温时间按截面尺寸1.2~1.5min/mm计算,避免升温过快导致锻件内外温差过大,产生热应力裂纹;高温加热温度根据材质调整,低合金钢控制在880~920℃,高合金钢控制在900~950℃,炉温波动严格控制在±10℃内,采用多点热电偶测温,实时监测炉内温度,确保加热均匀。
保温环节优化聚焦“透烧均匀”,避免保温时间不足或过长。保温时间结合锻件壁厚、材质及炉型调整,一般按1.5~2.0min/mm计算,厚壁锻件可适当延长,但需防止晶粒粗大。同时,优化炉内摆放方式,采用立式悬挂或分层摆放,避免锻件堆叠导致局部保温不足,确保锻件各部位温度一致,为后续组织转变奠定基础。
冷却方式优化是控制锻件变形和性能的关键。常规空冷易导致厚壁锻件冷却不均,水冷则易产生裂纹,优化后采用“分段冷却”模式:锻件出炉后,先在空气中预冷至600~650℃,消除表面与心部的温差,再转入缓冷坑或可控冷却设备,控制冷却速度在50~80℃/h,对于要求较高的调质件,冷却至300℃以下后转入回火工序,有效减少变形量,避免裂纹产生。
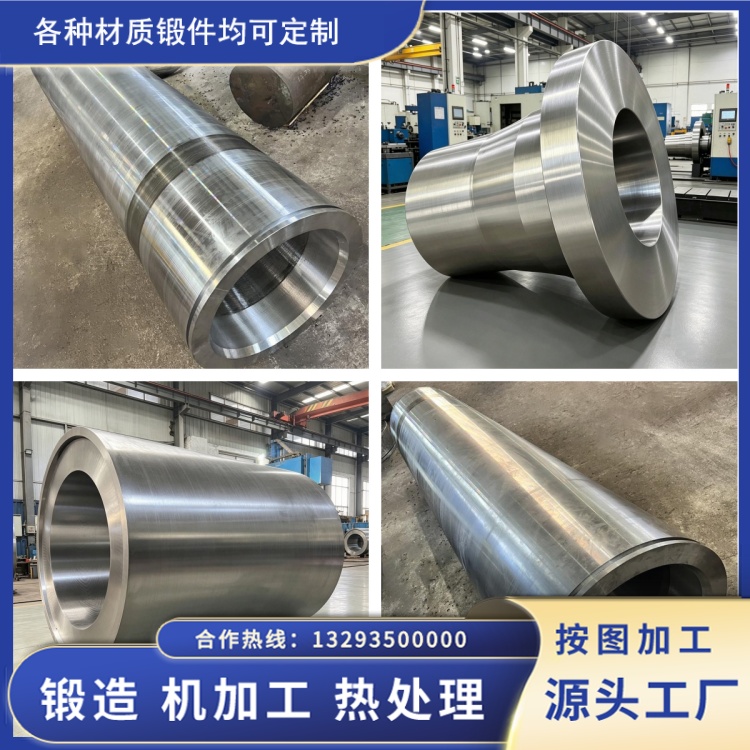
此外,优化热处理前后的辅助工序,锻件入炉前清理表面氧化皮、脱碳层,避免杂质影响热处理效果;热处理后及时进行校直,针对轻微变形采用冷校直,变形量较大的采用热校直,校直后进行去应力回火,确保锻件尺寸稳定性。

经过工艺优化,常规筒类锻件的硬度均匀性提升15%以上,变形量控制在0.5‰以内,废品率从原来的8%降至3%以下,力学性能指标稳定达到设计要求。实践表明,热处理工艺优化无需新增高端设备,只需精准把控各环节参数,贴合工厂现有生产条件,具有较强的实用性和经济性,可广泛应用于各类中大型筒类锻件的批量生产。

