筒件不锈钢锻件核心生产工艺与质量控制要点
2026-05-21 17:47
山西中重重工集团
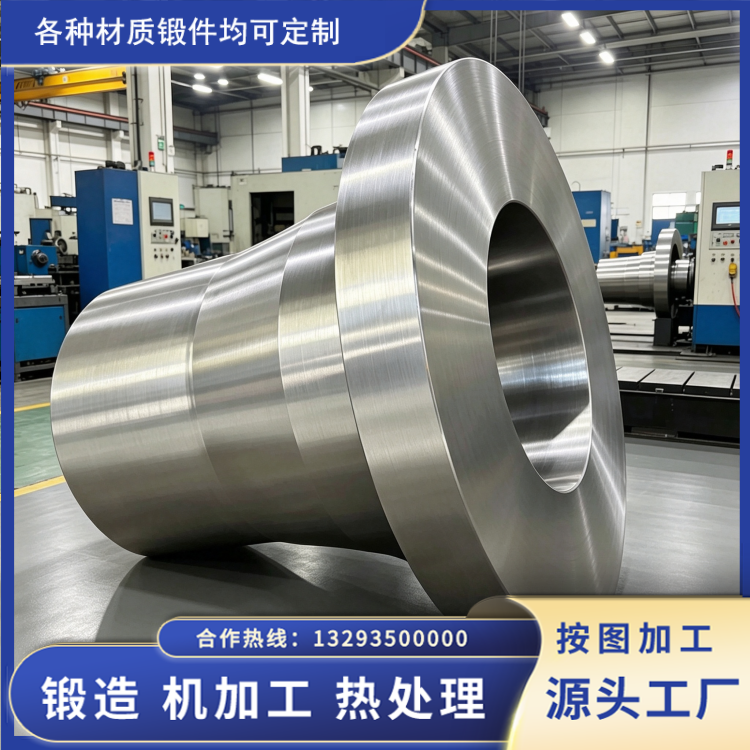
筒件不锈钢锻件是工程机械、化工设备、压力容器、液压设备中的核心基础配件,多为中空环形、筒状结构,主要承担承压、密封、传动、防护等作用。相较于普通实心锻件,筒件锻件壁厚均匀性、圆度、同轴度要求更高,且中空结构锻造成型难度大,极易出现壁厚偏差、内孔偏心、组织不均等问题。结合工业实际生产场景,筒件不锈钢锻件以304、316L、2205双相不锈钢为核心用材,其生产工艺的规范性和质量管控的精细度,直接决定成品合格率与设备运行稳定性,全程需立足实操、严控细节,摒弃粗放式生产模式。
筒件锻件生产的前置核心为原料选型与坯料预处理。不锈钢筒件多用于腐蚀、高压、高温工况,选材需严格适配使用场景,常规常压、露天工况选用304不锈钢,化工、沿海盐雾、高压介质环境选用耐蚀性更强的316L不锈钢,高强度承压工况则选用2205双相不锈钢。原料入库前必须核对材质质保书,抽检化学成分与力学性能,杜绝杂质超标、晶粒不均的原材料。坯料下料需采用精准切割工艺,保证坯料端面平整、尺寸统一,同时彻底打磨表面氧化皮、裂纹、毛刺,避免原材料自带缺陷带入锻造环节,从源头降低成品瑕疵概率。
成型锻造是筒件生产最关键的工序,也是区别于普通锻件的核心环节。筒件中空结构无法采用常规模锻工艺,行业主流采用自由锻冲孔、芯轴扩孔、整体滚圆的组合工艺。首先根据筒件内孔尺寸精准冲孔,预留合理加工余量,再通过芯轴支撑分段扩孔,缓慢锤击塑形,避免单次受力过大导致内孔变形、壁厚偏移。锻造温度需严格分区管控,304不锈钢锻造温度控制在1050℃-1150℃,316L控制在1080℃-1130℃,温度过高会造成晶粒粗大、材质韧性下降,温度过低则易产生锻造裂纹、成型不规整。
锻造过程中需实时校正圆度与同轴度,这是筒件质量管控的重点。人工或设备实时检测筒体外径、内孔尺寸,针对局部壁厚不均、轻微偏心的位置及时微调锻打力度,保证整段筒件壁厚误差控制在行业允许公差范围内。大型加长型筒件需分段锻造、一体整圆,避免分段拼接出现衔接缝隙和变形偏差,确保锻件整体结构致密、受力均匀,无疏松、气孔、夹渣等内部缺陷。

锻造成型后必须开展热处理与精细后处理工序。不锈钢筒件锻造后存在大量内应力,若直接使用,后期易出现变形、开裂、尺寸偏移问题。需通过固溶处理、去应力退火工艺,细化内部晶粒,均匀组织结构,大幅提升锻件的耐腐蚀性和结构稳定性。热处理完成后进行粗精加工,修正锻造残留的尺寸偏差,打磨内外孔边角,保证表面光洁度达标。最后通过酸洗、钝化处理,在筒件内外表面形成致密防腐膜,适配各类复杂工况。

成品锻件检测环节需做到全维度覆盖,杜绝不合格产品出厂。除常规尺寸公差检测外,重点开展超声波无损探伤、渗透检测,排查筒件内部微裂纹、疏松缺陷,同时复检材质硬度、耐蚀性,确保各项指标符合设备使用标准。整套生产流程层层管控,无需复杂噱头,仅通过标准化工艺和精细化检测,即可稳定保障筒件不锈钢锻件的成品质量,适配各类工业设备的长期运行需求。

