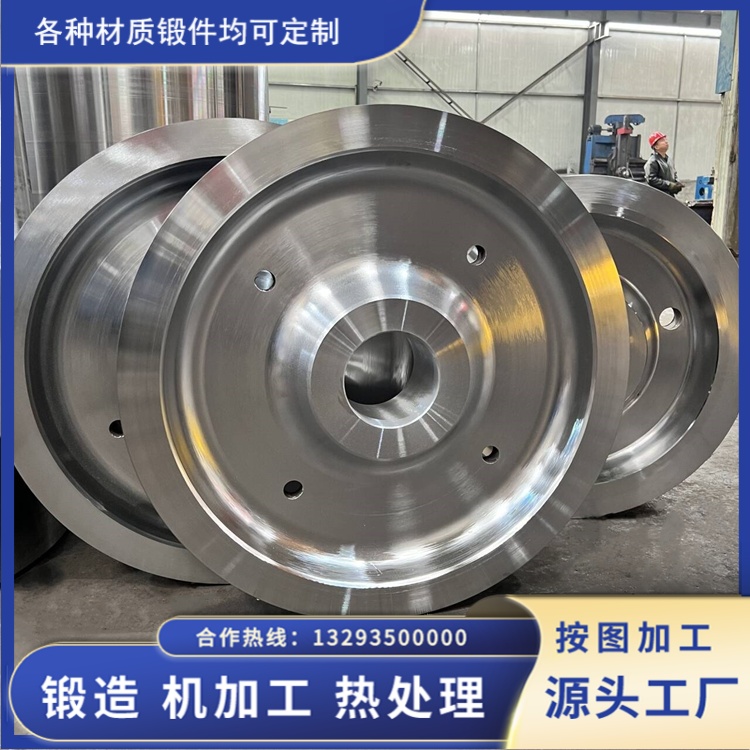
35CrMo 合金钢车轮锻件:重载工况下的抗冲击核心部件
2026-06-02 09:02
山西中重重工集团
在矿山、冶金、港口等重载工业领域,车轮锻件作为设备承载与运行的关键部件,需长期承受重载压力、高频冲击与交变载荷,其性能直接决定设备运行安全与使用寿命。35CrMo 合金钢车轮锻件凭借合理的合金成分设计、稳定的力学性能及成熟的锻造热处理工艺,成为重载冲击工况的优选部件,在工业重载场景中应用广泛且表现可靠。
35CrMo 属于中碳合金结构钢,严格遵循 GB/T 3077-2015 标准生产,核心成分为碳 0.32%-0.40%、铬 0.80%-1.10%、钼 0.15%-0.25%,精准的成分配比奠定了其优异性能基础。铬元素可强化钢材基体,提升淬透性与耐磨性,增强材质抗腐蚀能力;钼元素则显著提高钢材的热稳定性、抗蠕变性能与低温韧性,避免低温环境下脆断风险,让锻件在恶劣工况中保持性能稳定。相比 45# 钢、65Mn 等材质,35CrMo 在强度与韧性上实现更好平衡;对比 40Cr,其淬透性与高温强度更优,适配重载冲击场景能力更强。
经标准调质处理(840-860℃油淬 + 550-650℃高温回火)后,35CrMo 合金钢车轮锻件力学性能稳定达标:抗拉强度≥980MPa,屈服强度≥835MPa,常温冲击吸收功 KV2≥63J,-20℃低温冲击功≥34J,踏面硬度可达 HRC38-42。这种强韧性匹配使其能承受单轴载荷超 25 吨的重载工况,抵御颠簸冲击、曲线运行侧向力及高频启停带来的交变载荷,长期运行不易变形、开裂。某矿山企业数据显示,采用 35CrMo 车轮锻件的矿车,在每日 16 小时重载运输、路面颠簸的工况下,连续使用 3 年无断裂、严重变形问题,仅踏面出现轻微磨损,运维成本较普通材质降低 30% 以上。
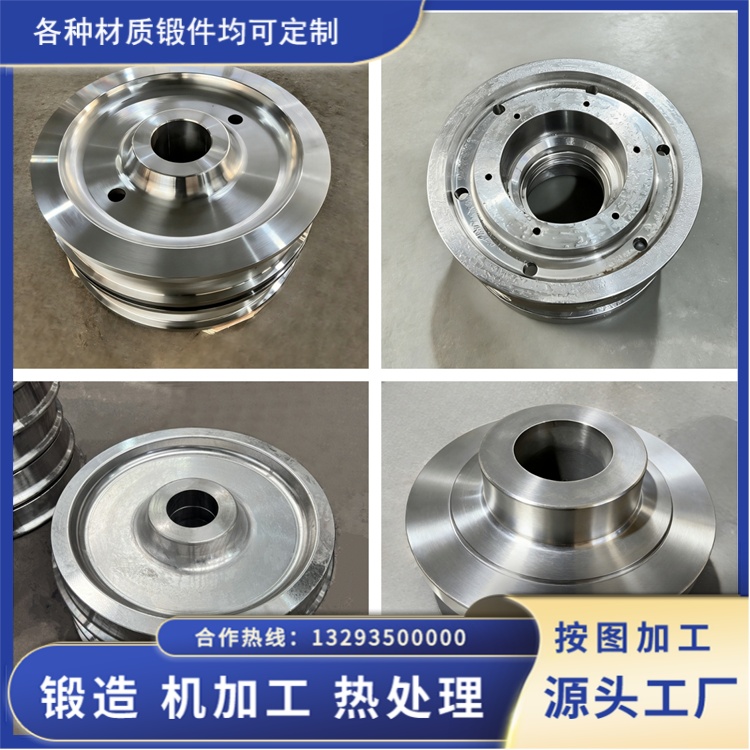
锻造与热处理工艺是保障 35CrMo 车轮锻件性能的关键。原料采用电弧炉冶炼 + 炉外精炼 + 真空脱气工艺,严控硫、磷等有害元素含量,从源头减少夹杂、气孔等缺陷。锻造采用 “两镦三拔” 工艺,锻造比≥6:1,始锻温度 1100-1150℃、终锻温度≥850℃,确保金属流线沿车轮受力方向连续分布,压实内部疏松、细化晶粒,提升锻件致密度(达 99.5% 以上)与抗疲劳性能。锻后及时等温退火消除应力,再经精准调质处理,获得均匀回火索氏体组织,兼顾强度、韧性与抗冲击性。
质量检测环节,35CrMo 车轮锻件需逐批通过光谱分析、力学性能测试、超声波探伤等检测,排查内部缺陷,确保材质与性能达标。其适用场景涵盖矿山起重机、冶金行车、港口重载设备、低温作业机械等,尤其适配大跨度运行、高频冲击、户外低温等恶劣工况。需注意的是,35CrMo 表层耐磨性略低于 42CrMo,纯磨损工况下使用寿命有限,企业可根据工况合理选型。

综上,35CrMo 合金钢车轮锻件以稳定的重载承载能力、优异的抗冲击与抗疲劳性能、成熟的工艺保障,成为重载冲击工况的可靠选择。其兼顾性能与成本的优势,能有效降低设备故障风险与运维成本,为工业重载设备安全稳定运行提供坚实支撑,是矿山、冶金、港口等领域不可或缺的核心部件。

