大型厚壁管板锻件标准化生产全流程解析
2026-06-22 15:22
山西中重重工集团
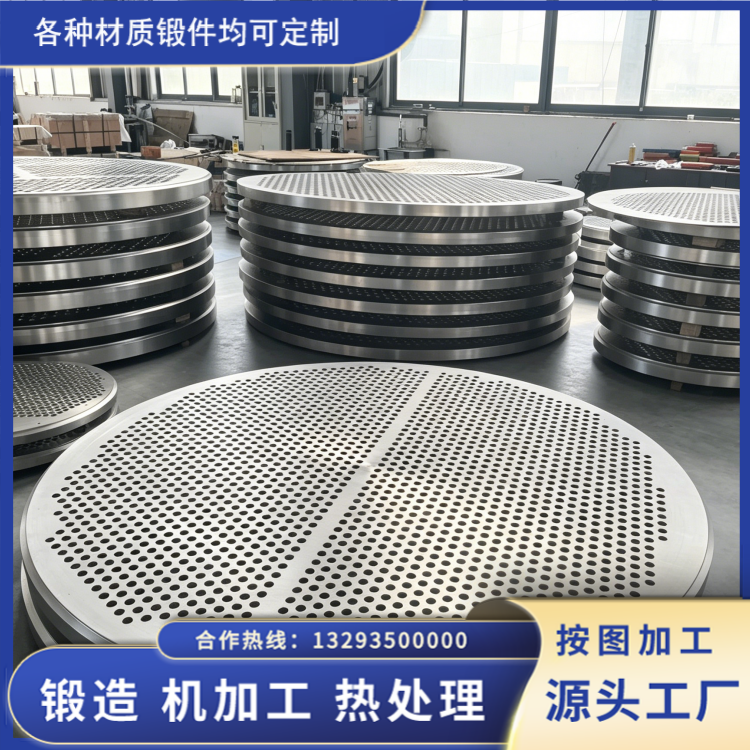
大型厚壁管板锻件是化工、电力、石化高压换热器的核心承压部件,普遍厚度大、直径跨度广、承压等级高,产品质量直接关乎整套设备的运行安全。相较于普通管板,厚壁管板锻件生产工艺门槛更高,全程遵循压力容器专用锻造标准,从原材料甄选到成品出厂有着一套完整、严谨的标准化流程。整个生产过程无冗余工艺,每一道工序均为保障锻件组织致密性、尺寸精度和结构稳定性,适配高温、高压、冷热交变的严苛工业工况。
原材料甄选与熔炼是把控产品基底质量的第一步。大型厚壁管板锻件均采用优质镇静钢钢锭为原料,常用材质包含碳钢、低合金钢、不锈钢及双相钢等,根据设备工况精准选型。原料入库前需核查材质质保书,对钢锭成分进行光谱复检,严格控制碳、硫、磷等杂质元素含量,杜绝杂质超标导致的锻造裂纹、韧性不足等问题。针对厚壁锻件特性,选用大型电炉+精炼炉双联熔炼工艺,降低钢液内部气体含量和夹杂物数量,从源头规避厚壁工件常见的内部疏松、气孔缺陷,保障原料材质均匀稳定。
锻造成型是决定厚壁管板力学性能的核心工序。厚壁管板采用整体自由锻工艺生产,摒弃拼接、焊接成型方式,保证工件整体性。锻造前需对钢锭进行均匀加热,严格控制升温速率、保温温度和保温时间,避免厚截面工件内外温差过大产生内应力。成型过程采用多次分级锻压工艺,通过拔长、镦粗反复锻打,彻底破碎钢锭原始铸态组织,细化金属晶粒,压实内部疏松孔隙,让锻件整体组织均匀致密。针对大厚度、大直径管板,需预留充足锻造比,确保工件芯部与表层力学性能一致,杜绝内外性能偏差问题。
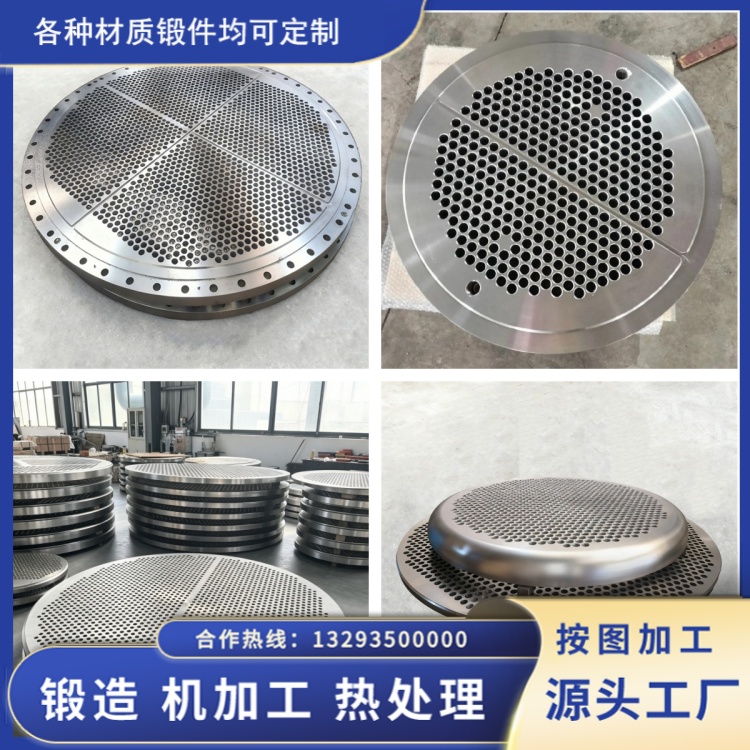
热处理与精加工是保障成品精度和稳定性的关键环节。锻造完成后的管板存在残余锻造应力,需立即进行正火、调质热处理,通过高温回火细化组织、释放内应力,稳定工件力学性能,提升锻件的强度、韧性和抗疲劳性能,避免后期设备运行中出现变形、开裂。热处理后对锻件进行粗加工,去除表面氧化皮、锻造飞边,修正外形尺寸偏差。随后进行自然时效处理,进一步消除残余应力,最后开展精加工,严格把控管板平面度、平行度、管孔精度等关键参数,确保尺寸符合压力容器装配标准。

最终成品核验与封装入库为生产收尾环节。锻件精加工完成后,对管板外观、尺寸、平整度进行全面人工复检,排查表面划痕、磕碰、变形等外观缺陷。同时整理全程生产工艺记录、热处理报告、材质检测数据,建立产品质量档案。合格成品做好防锈处理和防护封装,避免运输、存放过程中出现锈蚀、变形,保障交付产品质量稳定,完全适配大型工业换热设备的装配与使用需求。

