合金高压阀体锻件加工常见缺陷及成因分析
2026-06-26 09:24
山西中重重工集团
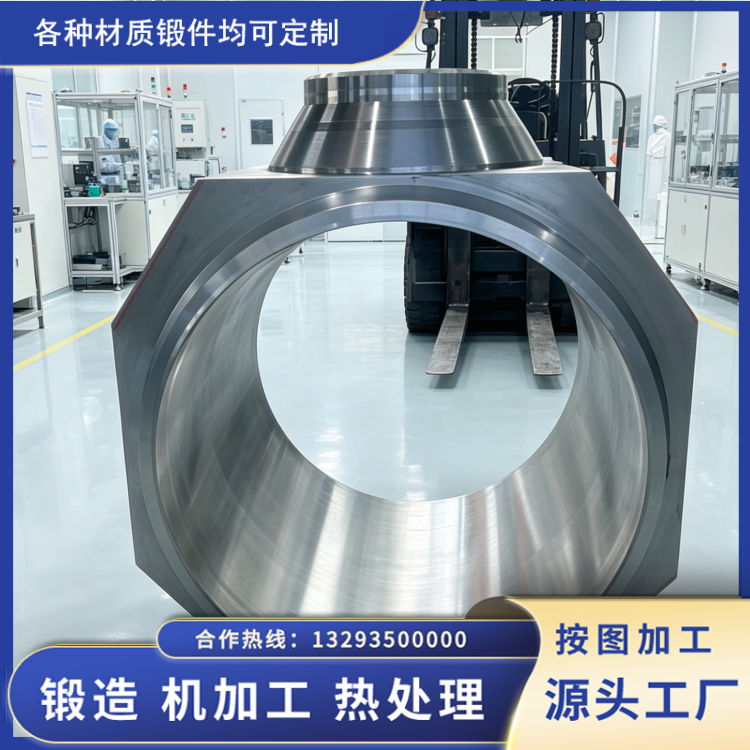
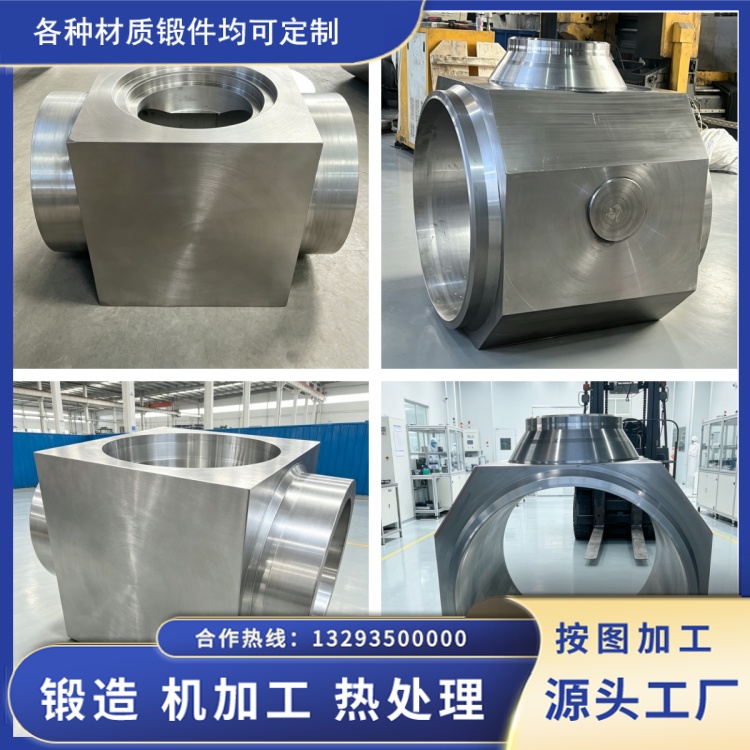
合金高压阀体锻件广泛应用于火电、化工高压管道系统,产品长期承受高温、高压、交变冲击载荷,对锻件内部组织、外观精度、力学性能要求极高。在锻造、热处理、机械加工全过程中,受原材料、设备参数、工艺操作、工装适配等因素影响,极易出现各类加工缺陷。多数缺陷具有隐蔽性强、危害性大的特点,若未及时排查处理,会直接导致阀体承压失效、介质泄漏,影响机组安全运行。本文结合实际生产场景,梳理合金高压阀体锻件最常见的加工缺陷及核心成因。
内部组织缺陷是高压阀体最核心的质量问题,主要包含疏松、偏析、内部裂纹及夹杂。原材料钢坯本身存在冶金缺陷,是问题产生的基础原因,合金钢材熔炼过程中杂质清理不彻底,会形成氧化物、硫化物夹杂。锻造加工时,加热温度控制不当,温度过低会导致金属塑性不足,锻压过程中内部组织无法充分压实,残留疏松孔洞;温度过高则会造成晶粒粗大,出现组织偏析,导致阀体不同部位硬度、强度不均。此外,锻造比不足、锻压节奏过快,金属流线不连贯,内部应力无法释放,会产生细微内部裂纹,这类缺陷无法通过肉眼识别,是高压工况下阀体开裂的主要诱因。
表面成型缺陷包含表面裂纹、折叠、氧化坑与尺寸超差。合金高压阀体结构复杂,法兰、流道、阀肩等过渡部位壁厚差异大,锻造过程中坯料受力不均,边角部位金属流动过快,极易产生表面微裂纹。操作人员成型工艺把控不到位,预锻、精锻工序衔接不合理,坯料表层金属褶皱叠加,会形成折叠缺陷,大幅降低阀体局部承压性能。同时,加热过程中电炉温控不均、坯料表面氧化皮未及时清理,锻造后会形成氧化坑、麻点。批量加工中,工装夹具磨损、定位偏差,会造成阀体厚度、法兰平行度、流道孔径等关键尺寸超差,影响现场装配精度。
热处理与性能缺陷也是高频问题,主要体现为硬度超标、韧性不足、残余应力过大。合金阀体锻件锻造后冷却速度失控,未按照材质要求匀速冷却,会出现组织硬化、硬度不均,后续加工难度大幅提升。热处理工艺参数匹配不当,保温时间不足、回火温度偏低,无法有效细化锻造组织,阀体冲击韧性不达标,面对机组交变载荷易发生疲劳断裂。同时,复杂结构阀体锻件各处散热速度不同,未采用分区热处理工艺,会导致残余应力集中,后期使用过程中出现变形、开裂问题。

机械加工缺陷集中在密封面损伤、刀纹残留、装配精度不足。高压阀体锻件密封面精度要求极高,加工过程中刀具磨损、进给速度过快,会出现刀痕、毛刺,研磨不到位会导致密封面平整度不达标,造成阀门启闭泄漏。此外,锻件热处理后变形未提前校正,精加工基准定位偏差,会引发法兰平面度、同轴度超差,直接影响管道对接安装质量,导致设备装配失效。

