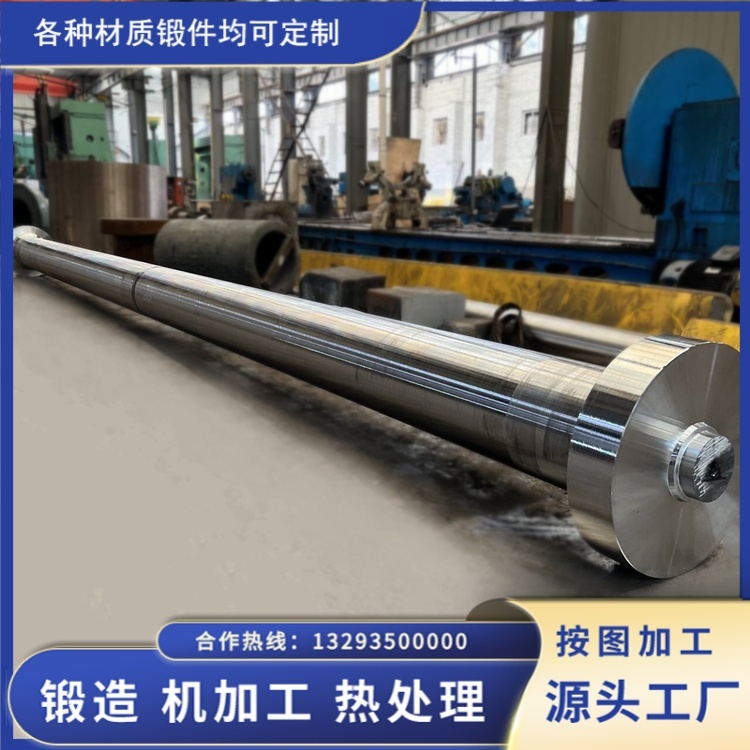
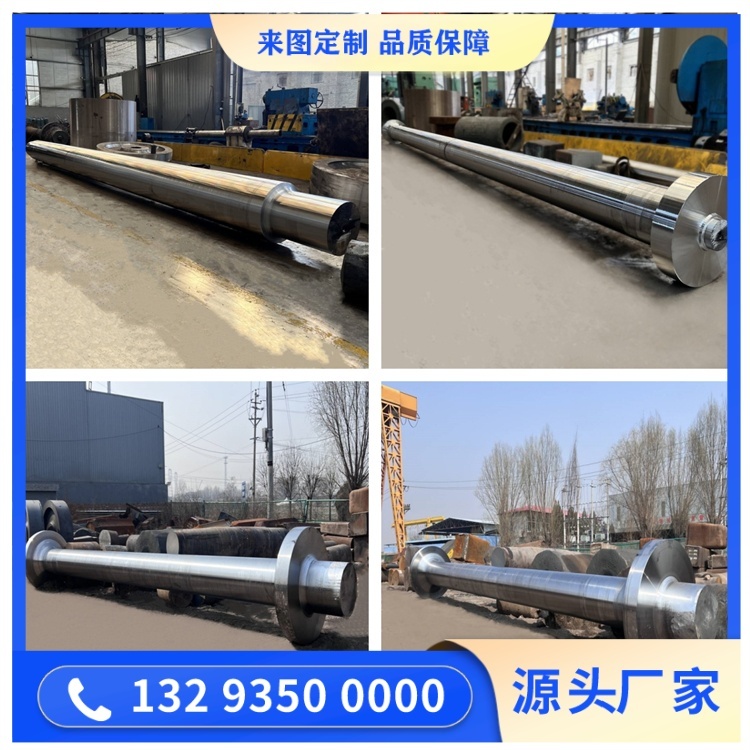
船舶艉管轴整体锻造完整工艺流程
2026-07-04 09:48
山西中重重工集团
船舶艉管轴锻件是船舶动力传递核心部件,长期承受扭转、弯曲复合交变载荷,还要长期接触海水环境,内部疏松、流线断裂、表层微裂纹都会直接造成航行安全隐患。山西永鑫生重工依托 15000 吨自由锻液压机组、智能热处理生产线与全套船级社理化检测实验室,标准化落地艉管轴整体锻造全流程,不简化任何工序,以稳定工艺参数保障轴体组织致密、流线完整,产品全程满足 CCS、DNV 等船级社锻件规范。
原材料验收是整体锻造的第一道质控门槛。艉管轴主流选用 35CrMo、42CrMo 真空脱气钢锭,仅选用钢厂电炉精炼 + VD 真空除气合格坯料,拒绝普通连铸坯用于船用关键轴件。钢锭进厂附带原厂熔炼质保书,车间先做直读光谱逐炉复检,严控硫、磷有害杂质,氢含量控制在 2ppm 以内;同时开展超声波初检,切除钢锭偏析严重的冒口与底部区域,避免先天缩孔、大型夹渣流入锻造工序。下料采用数控切割,预留均匀锻造余量,切割后人工打磨去除切口氧化皮与毛刺,防止加热阶段产生应力裂纹,所有坯料按炉号分区存放,实现单支艉轴全流程溯源。
分段加热工序严控温差,规避大型长轴热裂缺陷。超长艉管轴坯料直接高温加热极易表层过热、芯部温度不足,永鑫生采用天然气分段阶梯加热炉,低温区间慢速升温,缩小坯料内外温差,高温段 1100-1180℃充分保温,红外测温设备全程实时监控坯料表面温度。针对大直径重载艉轴,适当延长保温时长,保证钢锭内部塑性均匀释放,杜绝局部硬芯造成锻打不透、心部疏松残留。
整体锻造采用 “两镦三拔” 复合自由锻工艺,保障轴体金属流线连续完整。坯料转运至 15000 吨液压机工位,操作机配合完成多次镦粗、拔长、滚圆、压肩成形。整体锻造比严格执行≥6:1 标准,反复压实钢锭内部气孔、疏松缺陷,破碎粗大铸态晶粒;法兰、轴肩、轴身过渡圆角位置加大变形量,让金属纤维沿轴向完整延展,杜绝流线扭曲、截断。锻造全程严控终锻温度不低于 850℃,低于标准立即回炉复热,禁止低温锻打产生内部微裂纹。毛坯成形后第一时间目视检查折叠、磕碰缺陷,同步开展粗探,检出心部超标缺陷直接返锻,不流转下道工序。
锻后缓冷与预处理消除锻造残余应力。刚完成锻造的艉轴毛坯不直接空冷,全部送入保温坑缓冷至 300℃以下再取出,避免快速冷却形成白点缺陷。缓冷结束后进行高温正火处理,细化锻造后粗大晶粒,均匀带状偏析组织,降低毛坯硬度,为后续调质热处理打好基础,同时释放大部分锻造应力,减少后期精加工变形。

调质热处理、精加工与多级探伤为出厂核心保障。正火完成后执行完整调质工艺,按轴体截面厚度匹配保温时长,淬火、回火温度精准控温,平衡轴体强度与低温冲击韧性。热处理自然放置 48 小时释放残余应力,再上数控车床粗精车,严格把控同轴度、圆度、轴肩尺寸公差。所有艉管轴锻件执行双重无损检测:超声波全覆盖排查内部裂纹、夹杂,磁粉探伤筛查轴身、圆角表层微缺陷,同步取样做拉伸、冲击、金相试验,全部检测数据归档留存,配合船级社现场见证检验,各项指标达标后方可入库交付。整套整体锻造流程无简化环节,依靠标准化管控稳定产出适配远洋、内河船舶的艉管轴锻件。

