6061/7075 厚壁铝筒锻造工艺详解,液压轻量化构件稳定生产方案
2026-07-13 18:47
山西中重重工集团
在工程机械、移动液压设备轻量化改造浪潮下,厚壁锻造铝筒逐步替代传统钢制缸筒,兼顾自重降低与高压承载需求。6061 7075厚壁铝筒锻件是液压行业使用最多的两款铝合金材质,但二者合金特性差异大,锻造、热处理流程不能通用。坐落于定襄锻造产业基地的山西永鑫生重工,依托大型环轧、自由锻设备,形成标准化厚壁铝筒生产线,可根据液压系统工作压力匹配对应材质锻造方案,全程管控坯料、锻打、热处理、探伤各环节,解决厚壁铝筒疏松、变形、承压渗漏等常见问题。
原材料把控是液压铝筒品质第一道关口。工厂采购国标原生铝铸锭,6061 铝镁硅合金、7075 铝锌镁铜合金分开仓储管理,进厂先做光谱检测,严控杂质元素含量,避免后期力学性能不达标。所有铸锭统一开展超声波探伤,筛除内部缩松、夹杂、分层缺陷,不合格坯料直接退回,不流入锻造工序。随后执行均匀化退火,6061 坯料恒温 460℃保温 8 小时,7075 坯料升温至 475℃保温 10 小时,缓慢冷却消除铸造应力与成分偏析,提升铝材锻造塑性,减少锻打开裂风险。最后按筒体外径、壁厚、长度精准锯切下料,人工打磨去除表面氧化皮、凹坑,防止锻造时表面缺陷延伸至筒壁内部。
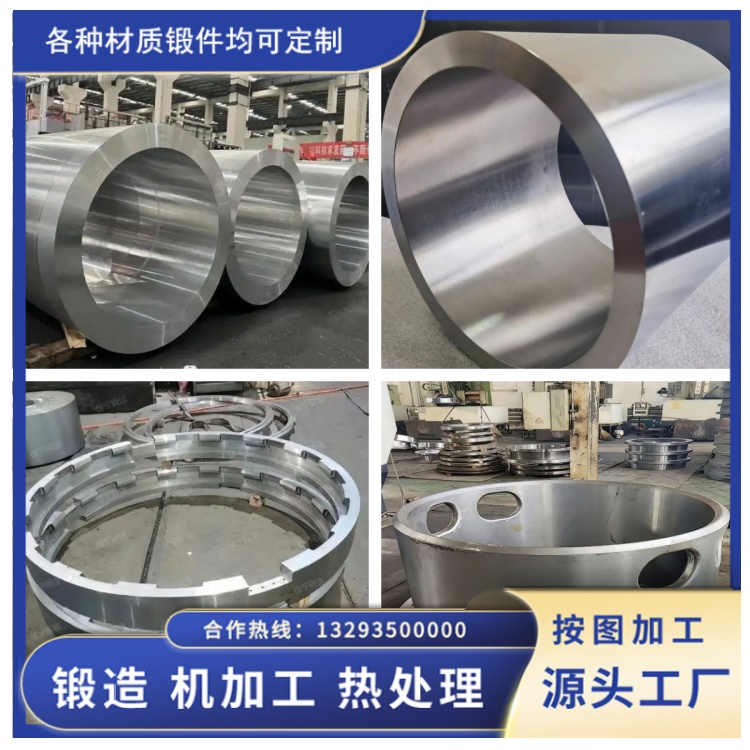
核心锻造工序采用 “镦粗冲孔 + 数控环轧扩孔” 复合工艺,适配外径 200-1500mm、壁厚 30-150mm 各类液压厚壁筒体。加热阶段区分材质控温:6061 始锻温度 420-450℃,7075 变形抗力更大,加热至 430-460℃,全程红外测温监控,温度波动控制在 ±3℃,杜绝过烧导致晶粒粗大。坯料放入液压机镦粗,压下量保持 35% 左右,压实内部细微孔隙,打碎铸态粗大晶粒;中心一次性冲孔成型空心筒坯,全程无焊接,从根源规避高压渗漏隐患。筒坯转运至数控环轧机多道次渐进扩孔、拔长,均匀调整筒壁厚度,保证圆周壁厚误差控制在行业精密标准内。7075 厚壁筒锻造变形量分段控制,单次轧制变形不宜过大,防止筒身产生微裂纹;6061 塑性更好,可一次性完成尺寸校形,生产效率更高。
锻后热处理直接决定液压筒体承载与抗疲劳能力,两款材质采用独立热处理曲线。6061 筒体执行标准 T6 固溶时效,470℃固溶保温后快速水冷,再 170℃人工时效,成品韧性均衡、机加工性能优良,后续精车内壁光洁度高,适配中低压液压油缸。7075 超高强度筒体采用双级时效工艺,低温预时效 + 高温终时效,大幅提升抗拉与抗交变载荷能力,满足 16MPa 以上高压液压系统使用需求。热处理完成后自然静置 48 小时释放残余应力,避免精加工后筒体变形、尺寸跑偏。
精加工与出厂检测环节标准化落地。数控车床精车筒体内外径、端面、密封槽,公差严格按照液压元件配套标准执行;成品全部进行整体超声波、渗透无损探伤,排查锻造微裂纹。同步出具完整检测报告,包含抗拉、屈服、伸长率力学数据。根据客户需求可增加硬质阳极氧化表面处理,提升内壁耐磨、耐腐蚀性能。整套生产流程全程工序记录存档,每一支液压铝筒均可追溯原料批次、锻造参数、热处理记录,稳定供给工程机械、高空作业设备、车载液压系统配套厂家。
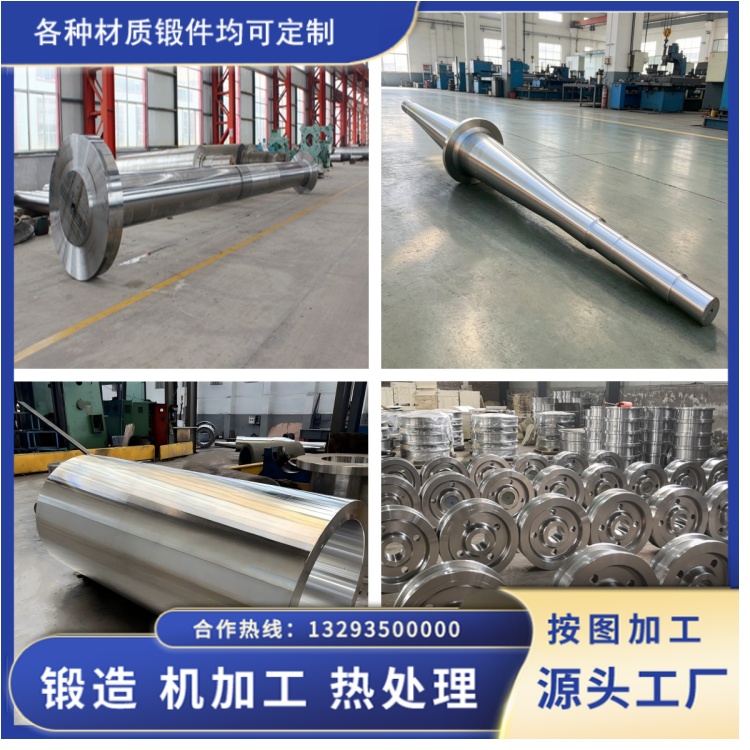
相较于小型加工厂简化锻造流程、混用热处理工艺的做法,永鑫生针对 6061、7075 厚壁铝筒锻件建立两套独立工艺体系,依靠精细化温度控制、多道压实环轧、分级时效处理,让锻造铝筒组织致密、金属流线连续,长期承受液压交变压力不开裂、不渗漏,成为液压设备轻量化改造可靠的核心结构件。

