台阶轴锻件定制加工,热处理是性能升华的关键
2026-04-02 15:31
山西中重重工集团
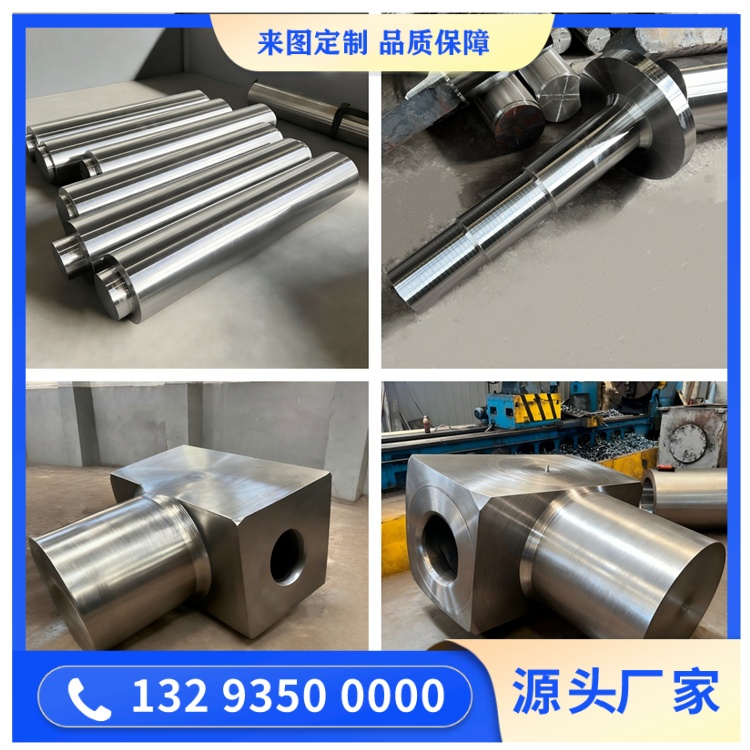
很多客户在定制台阶轴锻件时,会重点关注尺寸精度和材质,却容易忽略热处理环节。事实上,热处理是台阶轴锻件定制加工中不可或缺的一步,它能优化轴件的内部组织,消除锻造过程中产生的内应力,提升轴件的强度、韧性、硬度等力学性能,让台阶轴能够适应不同的工况需求,延长使用寿命。

热处理并不是简单的“加热、冷却”,而是根据台阶轴锻件的材质、性能要求,制定专属的热处理工艺,不同材质、不同用途的台阶轴,热处理方案截然不同。我们在生产中,始终坚持“按需热处理”,不盲目追求高温加热,也不简化热处理步骤,确保每一根台阶轴的性能都能达到客户要求。
对于优质碳素钢台阶轴,比如45#钢,常用的热处理工艺是正火和调质处理。正火处理的目的是消除锻造内应力,细化晶粒,改善轴件的切削性能,通常用于对性能要求不高的普通台阶轴;调质处理(淬火+回火)则是通过高温淬火和低温回火,使轴件获得良好的综合力学性能,既具有较高的强度,又具有较好的韧性,适用于大多数重载、传动场景,比如机床主轴、农机传动轴等。
对于合金结构钢台阶轴,比如42CrMo、35CrMo,热处理工艺更为复杂,通常采用调质处理,部分场景还会增加表面淬火或渗碳处理。以42CrMo材质的重载台阶轴为例,我们会将轴件加热至850-880℃进行淬火,然后在550-600℃进行回火,经过调质处理后,轴件的抗拉强度可达900-1050MPa,冲击韧性达标,能够承受重载和交变载荷;对于需要提高表面硬度和耐磨性的台阶轴,我们会在调质处理后,进行表面淬火,使轴件表面硬度达到HRC55以上,内部保持韧性,兼顾耐磨性和抗冲击性。
对于不锈钢台阶轴,热处理工艺主要是固溶处理和时效处理,目的是消除锻造内应力,提升不锈钢的耐腐蚀性能和力学性能。比如316L不锈钢台阶轴,固溶处理温度控制在1050-1100℃,保温一段时间后快速冷却,能够溶解不锈钢中的碳化物,提升耐腐蚀性能,同时细化晶粒,增强轴件的强度。
在热处理过程中,我们会严格控制加热温度、保温时间和冷却速度,采用大型台车式热处理炉,确保轴件均匀受热、均匀冷却,避免出现变形、裂纹等缺陷。同时,每一批台阶轴热处理完成后,都会进行抽样检测,检测硬度、抗拉强度、冲击韧性等指标,确保符合客户要求和相关标准。
 我们深知,热处理环节的质量直接决定了台阶轴的使用性能和使用寿命。因此,我们始终重视热处理工艺的优化和管控,配备专业的热处理技术人员和先进的检测设备,确保每一根定制台阶轴锻件,都能通过科学的热处理,实现性能的升华,满足客户的实际工况需求。
我们深知,热处理环节的质量直接决定了台阶轴的使用性能和使用寿命。因此,我们始终重视热处理工艺的优化和管控,配备专业的热处理技术人员和先进的检测设备,确保每一根定制台阶轴锻件,都能通过科学的热处理,实现性能的升华,满足客户的实际工况需求。

