风机主轴锻件的材料选择与制造工艺解析
2026-04-03 10:29
山西中重重工集团
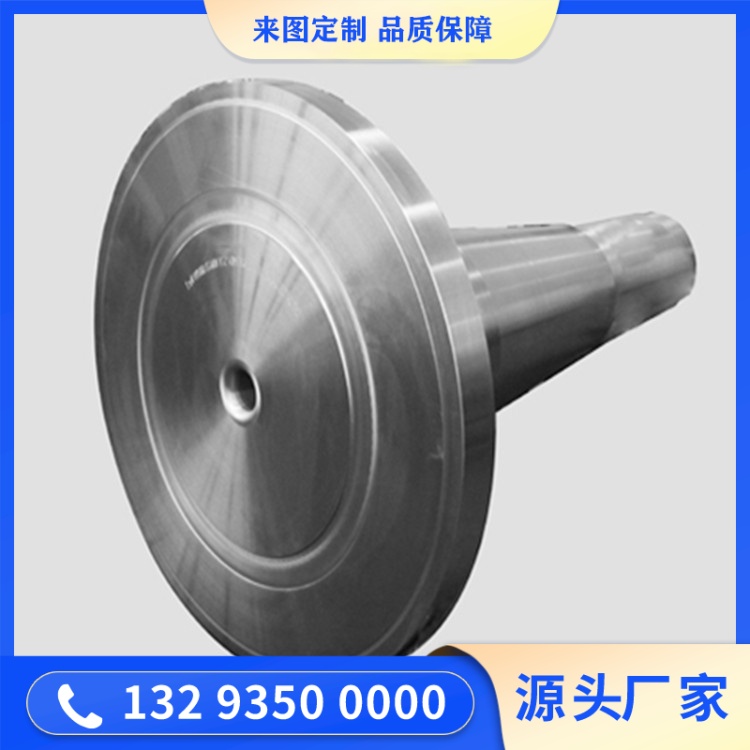
风电主轴是风机传动系统的核心承载部件,长期承受旋转扭矩、交变载荷与振动冲击,其材料性能与制造工艺直接决定风机的运行稳定性与使用寿命。在工业风机、离心风机、轴流风机及风力发电机组中,主轴锻件并非简单的钢轴加工件,而是经过严格选材、精密锻造与热处理的核心部件。本文从实际生产角度,客观解析风电主轴锻件的材料选择与制造工艺要点。
风电主轴锻件的材料选择以 “高强度、高韧性、抗疲劳、耐磨损” 为核心原则,不同工况对应不同材质。普通低压、中低载荷风机(如通风机、小型鼓风机)多选用45 号优质碳素结构钢,成本适中、综合力学性能稳定,经调质处理后抗拉强度可达 600–700MPa,满足常规工况需求。中高压、重载风机(如多级离心鼓风机、石化风机)普遍采用40Cr、42CrMo、35CrMo等合金结构钢,其中 42CrMo 应用最广,淬透性好、强度高,调质后屈服强度≥930MPa、-20℃冲击功≥47J,抗疲劳性能显著优于碳钢。
大型风力发电机组主轴则要求更高,主流材质为34CrNiMo6、30CrNiMo8等高合金调质钢,部分海上风电主轴采用SS316、1.4122等耐蚀不锈钢或 1.7244 特钢,可抵御 - 40℃低温、盐雾腐蚀与超高载荷,-40℃冲击功≥55J,疲劳寿命超 10⁷次循环。选材的关键在于控制硫、磷含量≤0.025%,减少非金属夹杂,提升材料纯净度,从源头降低裂纹风险。
制造工艺上,风机主轴以自由锻 + 调质处理为主流路线,流程包括:下料→加热→锻造→热处理→粗加工→精加工→检测。锻造环节需保证锻造比≥4,通过多次镦粗、拔长,使金属纤维连续、组织致密,消除疏松、偏析等内部缺陷。加热温度严格控制:碳钢 1100–1200℃,合金钢 1050–1150℃,避免过烧或晶粒粗大。热处理是性能核心:调质(淬火 + 高温回火)为标准工艺,可获得回火索氏体组织,兼顾强度与韧性。大型主轴需分段加热、炉内缓冷,确保全截面硬度均匀(差值≤HB30)。轴颈、轴承位等关键部位可增加表面淬火,提升硬度(HRC50–55)与耐磨性。
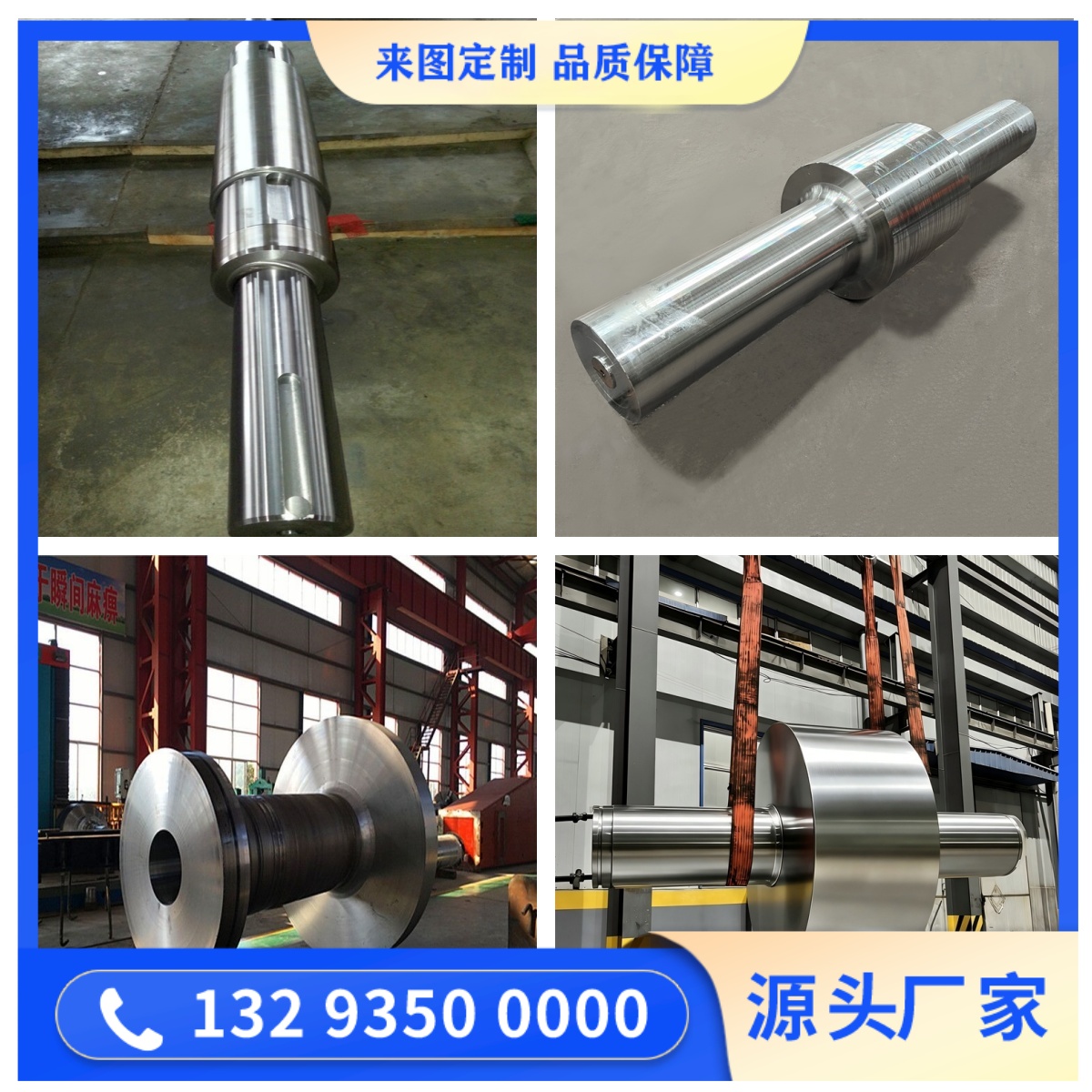
精加工阶段,主轴尺寸精度需达IT6–IT7 级,同轴度≤0.03mm/m,表面粗糙度 Ra≤1.6μm。高速风机主轴必须做动平衡测试,平衡精度 G6.3 级以上,减少运行振动。

整体来看,风电主轴制造无捷径,每一步都需严格遵循标准(JB/T 12137、GB/T 34524)。优质主轴锻件靠的是材料纯净、工艺精细、检测完备,而非夸大宣传。只有把控好每道工序,才能为风机长期稳定运行筑牢基础。

