34CrNiMo6 风电主轴锻件的制造工艺与品质控制
2026-04-09 09:27
山西中重重工集团
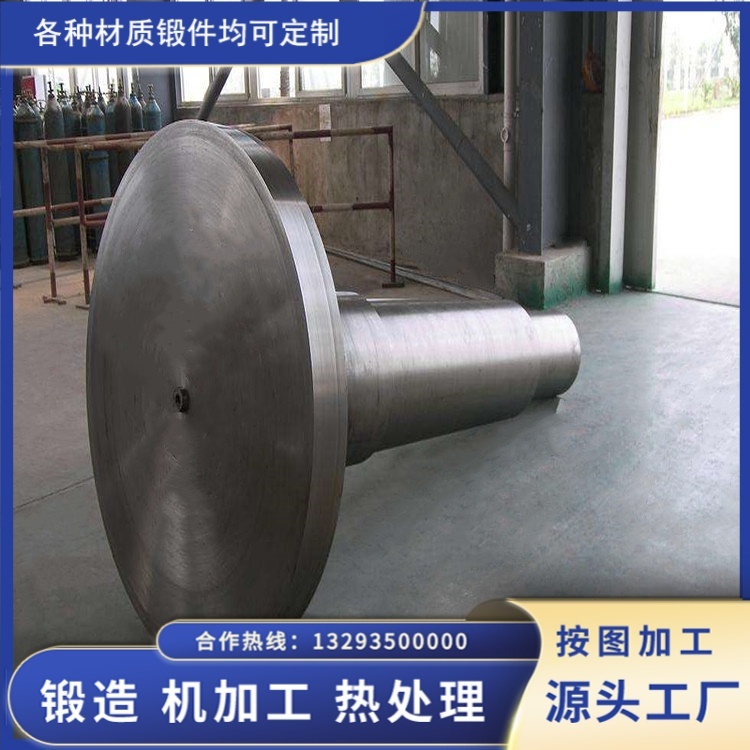
风电主轴作为风电机组的核心传动部件,长期承受交变弯曲、扭转载荷与极端温度考验,其材质与制造质量直接决定整机寿命与运行稳定性。34CrNiMo6 作为德标高强度合金结构钢,凭借优异的强韧性、低温抗冲击性与抗疲劳性能,成为 3MW 以上大功率风电机组主轴的首选材料。其锻件制造是集材料科学、精密锻造与热处理于一体的系统工程,每道工序均需严苛把控。
一、原材料精选与纯净度控制34CrNiMo6 风电轴锻件的品质根基在于原材料。生产选用经电炉冶炼 + 炉外精炼 + 真空脱气 + 电渣重熔的优质钢锭,严格控制化学成分:C 0.30%~0.38%、Cr 1.40%~1.70%、Ni 1.40%~1.70%、Mo 0.15%~0.30%。为适配风电高可靠要求,钢水纯净度需达超高级标准:S≤0.005%、P≤0.010%,A 类硫化物夹杂≤1.5 级,B、C 类氧化物夹杂≤1.0 级。原料入厂前,需经光谱成分分析、超声波探伤(UT)与低倍组织检验,杜绝内部疏松、偏析与裂纹,从源头消除疲劳隐患。二、精密锻造:压实心部、优化组织锻造是改善钢锭内部组织、保障主轴力学性能均匀性的核心环节。采用三镦两拔的多火次自由锻工艺,配合万吨级快锻机组实施:
阶梯式加热:钢锭经 600℃→850℃→1200℃三段升温,每段保温 1~3 小时,避免热应力开裂,始锻温度控制在 1180±10℃。
强压锻造:首火次镦粗比≥2.0,拔长采用 WHF 宽砧强压法,单次压下率 20%~30%,彻底闭合钢锭心部孔隙、击碎粗大柱状晶。
多向变形:按 0°-180°-90°-180° 旋转拔长,总锻造比≥6.0,确保晶粒充分细化、金属流线沿主轴轮廓连续分布,提升抗扭与抗疲劳能力。
温度严守:终锻温度不低于 820℃,温度不足立即回炉保温,严禁低温锻打导致晶粒粗大与内部微裂。三、调质热处理:平衡强韧性锻后热处理是实现 34CrNiMo6“高强度、高韧性” 匹配的关键,采用调质处理(淬火 + 高温回火):
淬火:850~880℃保温,按截面尺寸采用油淬或水 - 空交替冷却,确保心部完全淬透形成马氏体组织。

回火:580~620℃长时间保温(每 100mm 厚度≥2 小时),充分消除淬火应力,使组织转变为稳定的回火索氏体。经此工艺,主轴力学性能稳定达标:抗拉强度 900~1100MPa、屈服强度≥800MPa、-40℃低温冲击功≥60J、疲劳寿命≥25 万小时,满足 20 年设计寿命要求。粗加工后还需进行 550℃去应力退火,消除机加工应力。四、全流程检测与质量保障风电主轴锻件实行全流程无损检测与性能验证:
过程检验:锻造中实时测温,锻后进行 100% 超声波探伤(UT),按 EN 10228-3 标准,不允许存在 Φ2mm 平底孔当量以上缺陷。
成品检验:调质后取样做拉伸、冲击、硬度测试,硬度控制在 240~280HB;磁粉检测(MT)排查表面微裂纹;尺寸检测确保同轴度≤0.5mm/m、圆柱度≤0.01mm。

出厂认证:每支主轴附带完整质保书,包含成分、力学性能、探伤报告等,符合 GB/T 19073、IEC 61400 等国内外风电标准。结语34CrNiMo6 风电主轴锻件的制造,是 “材料精纯、锻造密实、热处理精准、检测严苛” 的综合体现。在风电装备大型化、高可靠化趋势下,唯有坚守每道工序的工艺稳定性与质量可控性,才能锻造出适配海上、高寒等复杂工况的高性能主轴,为风电产业高质量发展筑牢核心部件根基。

