34CrNiMo6 材质在风电轴锻件中的应用与制造要点
2026-04-09 09:33
山西中重重工集团
随着全球风电向大功率、深远海化快速发展,风电机组核心部件对材料性能与制造精度提出更高要求。34CrNiMo6 合金钢凭借独特的合金配比与综合性能,逐步取代传统 42CrMo,成为 5MW 及以上风电主轴、齿轮箱轴的主流用材。其锻件制造需紧扣材料特性,聚焦 “纯净度、锻造比、热处理、精度控制” 四大核心,才能实现性能与可靠性的双重保障。

i一、34CrNiMo6风电轴锻件的理想材质34CrNiMo6 属铬镍钼系中碳调质钢,1.4%~1.7% 的镍元素是其性能关键,显著提升低温韧性与回火稳定性;钼元素抑制回火脆性、细化晶粒;铬元素增强淬透性与耐磨性。与 42CrMo 相比,34CrNiMo6 优势突出:
低温韧性优:-40℃冲击功≥60J,是 42CrMo 的 3 倍以上,适配北方、海上低温高湿环境。
抗疲劳性强:疲劳寿命达 25 万小时,主轴脆断率降至 0.02%,可承受 2200kN・m 以上交变扭矩。
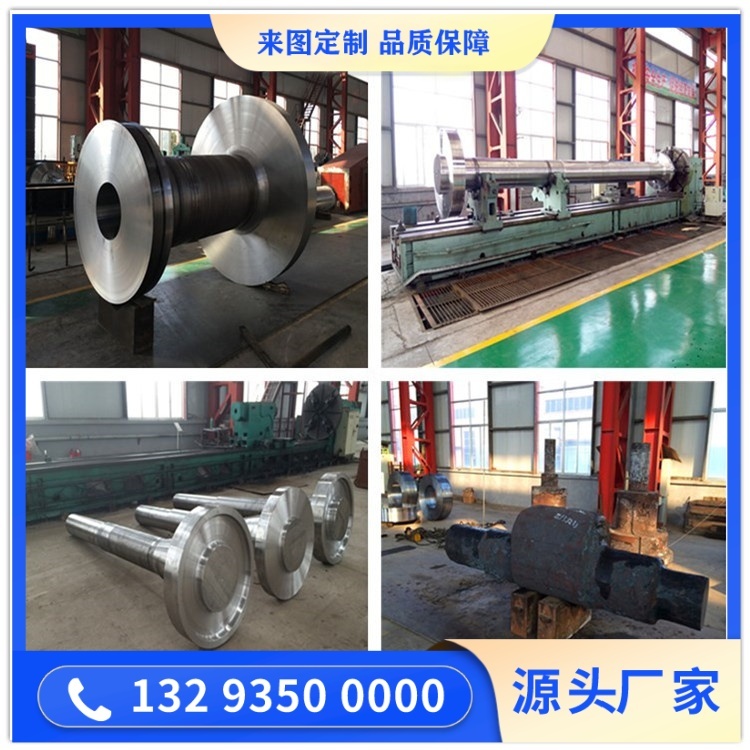
强度储备足:调质后抗拉强度≥900MPa、屈服强度≥800MPa,满足大兆瓦机组重载需求。该材质完全符合 GB/T 3077、EN 10083-3 及风电主轴专用标准,是高可靠性风电轴锻件的不二之选。二、锻造工艺:压实组织、消除缺陷大型风电轴(直径 800~1200mm)锻造以自由锻 + 精整为主,核心目标是彻底改善钢锭原始组织、消除内部缺陷:
钢锭预处理:下料后去除表面氧化皮与裂纹,按重量精准配料,确保锻件成品率。
均匀加热:采用台车式智能加热炉,分段升温、长时间保温,保证钢锭内外温度差≤30℃,防止局部过热。
大变形锻造:实施 “镦粗 + 拔长” 循环作业,总锻造比≥5.0,通过大塑性变形击碎粗大晶粒、闭合心部疏松与气孔。采用径向锻造技术可进一步提升尺寸精度,公差达 ±1.5mm/m。
控温成型:严格控制始锻与终锻温度,避免因温度不当导致晶粒粗大或加工硬化,确保锻后组织均匀、无残余应力集中。三、热处理:性能定型的关键工序34CrNiMo6 风电轴锻件热处理以调质处理为核心,辅以去应力退火与表面强化:
锻后正火:900~920℃空冷,细化锻造组织、消除带状偏析,为调质做准备。
精准调质:淬火温度 860℃±10℃,根据截面厚度选择冷却介质(厚截面用油淬、薄截面用水淬);回火温度 600℃±20℃,保温时间按厚度计算(≥2h/100mm),确保强度与韧性最佳平衡。
表面强化:主轴轴承位、法兰面采用感应淬火,硬度达 50~55HRC、淬硬层深 3~5mm,提升耐磨性与接触疲劳强度。
去应力处理:粗加工后进行 550℃×6h 去应力退火,消除机加工残余应力,防止精加工后变形。四、精度与质量:风电轴的生命线风电轴作为精密传动件,尺寸精度与内在质量同等重要:
尺寸控制:精加工后主轴径向跳动≤0.02mm/m、圆柱度≤0.01mm,表面粗糙度 Ra≤0.8μm,确保与轴承、齿轮箱精准配合。

无损检测:全流程实施 UT、MT 检测,锻造后锻件排查内部缺陷,成品前复检,杜绝不合格品流入下道。
性能验证:每批次取力学试样,测试抗拉、屈服、冲击、硬度等指标,确保性能稳定达标。
可追溯性:从钢锭到成品建立全流程生产档案,记录炉号、工艺参数、检测数据,实现质量全程追溯。

